Pytanie 1
Jeżeli przyrząd pomiarowy PI12 wskazuje prawidłową wartość ciśnienia, a przyrząd pomiarowy PI11 mierzący ciśnienie w układzie regulacji temperatury wskazuje wartość równą 0 MPa (jak na przedstawionym rysunku), może to oznaczać
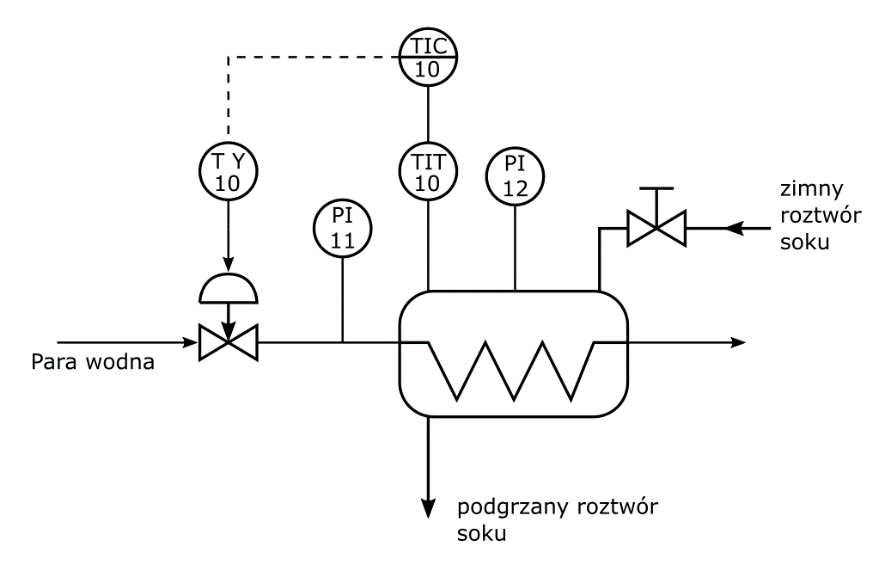
A. nieszczelność wężownicy wymiennika ciepła.
B. zamknięty zawór ręczny dopływu zimnego roztworu soku.
C. otwarty ręczny zawór dopływu zimnego roztworu soku.
D. brak sygnału sterującego z regulatora temperatury.
W tej sytuacji prawidłowa odpowiedź to brak sygnału sterującego z regulatora temperatury. W takim układzie automatycznej regulacji bardzo istotne jest sprawne przesyłanie sygnałów między regulatorem a elementem wykonawczym (najczęściej zaworem regulacyjnym). Jeżeli PI12 pokazuje prawidłowe ciśnienie po stronie wymiennika, a PI11, umieszczony jeszcze przed wymiennikiem, pokazuje 0 MPa, sugeruje to, że zawór sterujący nie otwiera się – najczęściej z powodu braku sygnału z regulatora. W praktyce często spotyka się, że operatorzy skupiają się na fizycznych elementach instalacji, a tymczasem przyczyna leży po stronie automatyki. Z mojego doświadczenia wynika, że przy pierwszych objawach nieprawidłowości warto sprawdzić nie tylko sam zawór, ale też połączenia sygnałowe i ustawienia regulatora. Przemysłowe standardy (np. PN-EN 61511 dotycząca bezpieczeństwa funkcjonalnego) jasno podkreślają wagę poprawnej komunikacji w układach sterowania. To też świetny przykład, jak teoria przekłada się na praktykę – bo nawet jeśli wszystko mechanicznie jest OK, bez sygnału sterującego układ po prostu przestaje działać. Właśnie dlatego w branży kładzie się taki nacisk na regularne testy sygnałów, przeglądy automatyki i szybkie wykrywanie usterek na linii transmisji danych.