Pytanie 1
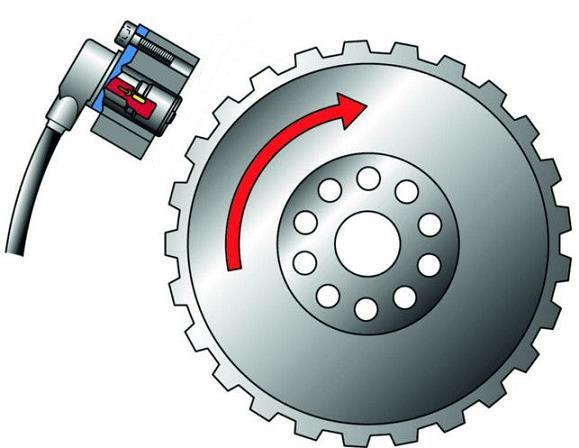
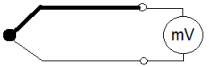
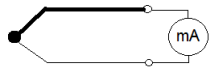
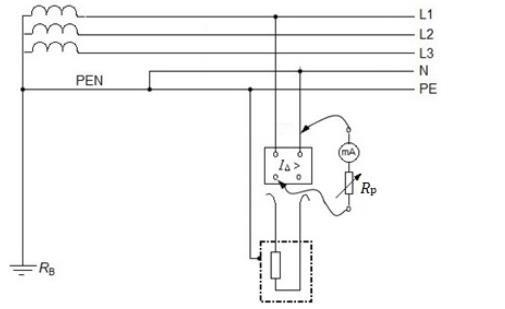
Pomiar którego parametru wyłącznika RCD został przedstawiony na rysunku?
A. Czasu zadziałania.
B. Rezystancji izolacji.
C. Natężenia prądu zadziałania.
D. Natężenia prądu obciążenia.
Pomiar natężenia prądu zadziałania wyłącznika RCD to naprawdę kluczowa sprawa podczas badań odbiorczych i okresowych instalacji elektrycznych. Na schemacie dokładnie widać, że amperomierz jest wpięty w taki sposób, aby mierzyć prąd upływu, który powoduje zadziałanie wyłącznika różnicowoprądowego. Typowo, wyłączniki RCD są projektowane, żeby zareagować przy określonym prądzie różnicowym, najczęściej 30 mA w instalacjach domowych, choć oczywiście bywają wersje o innych progach. Przeprowadzenie tego pomiaru pozwala sprawdzić, czy urządzenie faktycznie zadziała przy wymaganym prądzie i czy zapewnia odpowiednią ochronę przed porażeniem elektrycznym zgodnie z normą PN-HD 60364-6. Moim zdaniem, to jeden z ważniejszych testów, bo od tego zależy, czy użytkownicy instalacji są naprawdę bezpieczni. Dobrą praktyką jest dokonywanie pomiarów przy różnych wartościach prądu, nie tylko minimalnej, żeby zweryfikować, czy mechanizm wyłącznika działa stabilnie. No i jeszcze – jeśli ktoś planuje pracować przy badaniach instalacji, to nie wyobrażam sobie, żeby nie wiedział, jak taki test wykonać i czego się po nim spodziewać. W praktyce często spotyka się RCD, które z czasem tracą czułość, dlatego regularne pomiary są konieczne – to po prostu kwestia bezpieczeństwa i zdrowego rozsądku.