Pytanie 1
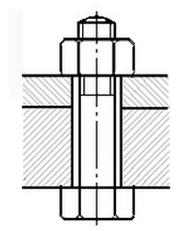
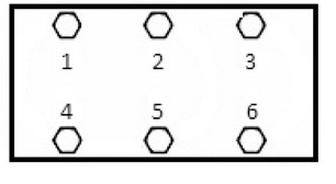
W jakiej kolejności należy dokręcić śruby połączenia przedstawionego na rysunku, tak aby uzyskać równomierne przyleganie głowicy/pokrywy i napięcie śrub?
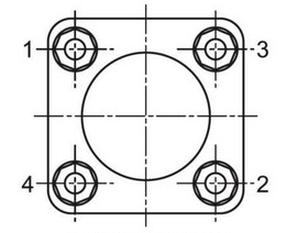
A. 1, 3, 2, 4
B. 1, 3, 4, 2
C. 2, 4, 3, 1
D. 2, 1, 4, 3
Poprawna odpowiedź to 2, 1, 4, 3. Dokręcanie śrub w tej kolejności zapewnia równomierne przyleganie głowicy lub pokrywy oraz odpowiednie napięcie śrub. W praktyce, technika dokręcania w sekwencji krzyżowej jest stosowana w różnych zastosowaniach inżynieryjnych, aby uniknąć powstawania naprężeń, które mogą prowadzić do deformacji lub awarii elementów. Takie podejście jest zgodne z normami inżynieryjnymi, które zazwyczaj zalecają równomierne rozkładanie sił na powierzchni stykowej. Na przykład, w silnikach spalinowych oraz w innych złożonych jednostkach mechanicznych, każda śruba pełni kluczową rolę w stabilności konstrukcji, a ich właściwe dokręcenie wpływa na efektywność i długowieczność całego systemu. Dodatkowo, stosowanie kluczy dynamometrycznych w połączeniu z tą techniką dokręcania pozwala osiągnąć optymalne wartości momentu obrotowego, co jest istotne z perspektywy bezpieczeństwa i wydajności.