Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 24/40 punktów (60,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
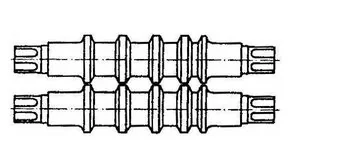
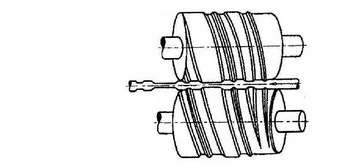
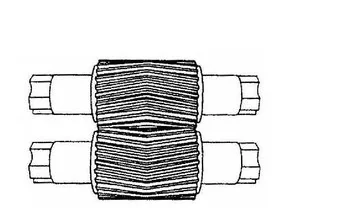
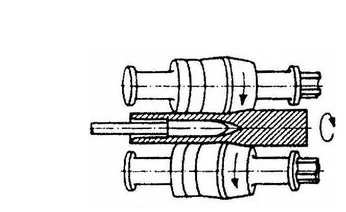
Na którym rysunku przedstawiono walce bruzdowe z wykrojami skrzynkowymi?
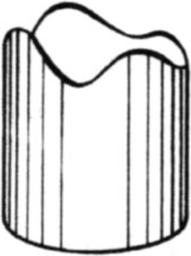
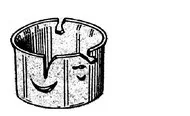
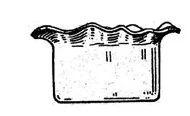
Zilustrowana na przedstawionym rysunku wada wyrobu tłoczonego to

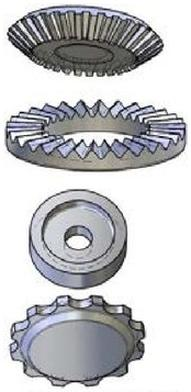
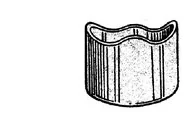
Która z wymienionych metod obróbki plastycznej pozwala na wytworzenie z proszków metali wyprasek o kształtach przedstawionych na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę czyszczenia powierzchni stali zimnowalcowanej powinno się zastosować przed procesem cynkowania elektrolitycznego?
Które urządzenie pomocnicze, stosowane w procesie walcowania blach grubych, przedstawiono na rysunku?

Masa swobodnie kutej odkuwki powinna wynosić 400 kg. Oblicz masę surowca potrzebnego do jej wytworzenia, zakładając, że strata na zgorzelinę oraz obcięte końce wynosi 18% masy odkuwki?
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
Które wyżarzanie jest wykonywane jako wyżarzanie międzyoperacyjne w trakcie wielostopniowego ciągnienia drutów stalowych?
Przedstawiona na rysunku wada wyrobu tłoczonego to
Dobierz na podstawie tabeli taki ośrodek chłodzący, który przy obróbce cieplnej wyrobów stalowych zapewnia w pierwszym okresie chłodzenia szybkość powyżej 130°C/s, a w drugim okresie szybkość chłodzenia nie większą niż 30°C/s.
| Ośrodek chłodzący | Szybkość chłodzenia w °C/s w zakresie temperatur | |
|---|---|---|
| 550÷650°C | 200÷300°C | |
| Woda o temperaturze 74°C | 30 | 200 |
| Woda destylowana | 250 | 200 |
| Emulsja oleju w wodzie | 70 | 200 |
| Olej mineralny maszynowy | 150 | 30 |
| Olej transformatorowy | 120 | 25 |
| Płyty miedziane | 60 | 30 |
Jakie z poniższych urządzeń są używane do wzbogacania miedziowych rud?
W tabeli podano skład mieszanki wsadowej używanej do wytworzenia 1 Mg spieku. Ile rudy manganowej należy pobrać z zasobnika wsadu suchego do wyprodukowania 60 Mg spieku?
| Skład mieszanki wsadowej do wytworzenia 1 t spieku | ||
|---|---|---|
| Składniki wsadu | Wsad wilgotny kg | Wsad suchy kg |
| Ruda hematytowa | 830,0 | 788,5 |
| Pył wielkopiecowy | 40,0 | 36,8 |
| Zgorzelina | 30,0 | 29,4 |
| Ruda manganowa | 22,0 | 20,0 |
| Kamień wapienny | 270,0 | 264,6 |
| Koks | 88,0 | 84,0 |
W jakich urządzeniach używanych w metalurgii miedzi zachodzi proces świeżenia?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Temperatura topnienia brązu cynowego CuSn10 wynosi w przybliżeniu 1020°C. Zalecana temperatura wlewania wlewnic jest o 50 stopni wyższa. Jaką temperaturę należy ustawić do wylania brązu z pieca?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie formy przyjmują cząstki proszków uzyskanych poprzez metodę rozpylania?
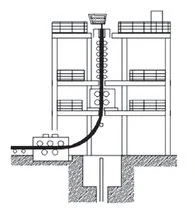
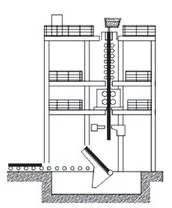
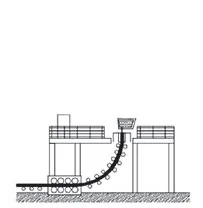
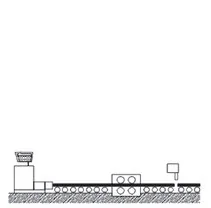
Na którym rysunku przedstawiono schemat działania urządzenia do poziomego odlewania ciągłego?
Określ na podstawie tabeli, jaki należy zaplanować czas przeprowadzania remontu bieżącego wielkiego pieca, jeśli stan pieca jest zadowalający.
| Rodzaj remontu | Cykl remontowy | Czas trwania remontu |
|---|---|---|
| Bieżący (stan pieca dobry) | Co 6 miesięcy | 12÷16 godzin |
| Bieżący (stan pieca zadowalający) | Co 2÷3 miesiące | 6÷10 godzin |
| Średni | Co 18÷24 miesięcy | 4÷6 dni |
| Kapitalny | Co 3÷7 lat | 30÷65 dni |
Określ na podstawie tabeli, które z wymienionych prac wykonuje się w trakcie przeprowadzania remontu średniego wielkiego pieca.
| Wybrane czynności | Rodzaj remontu | ||
|---|---|---|---|
| Bieżący | Średni | Kapitalny | |
| wymiana elementów zestawów dyszowych | X | ||
| sprawdzanie szczelności i konserwacja zasuw gorącego dmuchu | X | ||
| wymiana wymurówki pieca | X | ||
| wymiana aparatu zasypowego | X | ||
| naprawy układu sterowania | X | ||
| regulacja lub wymiana osprzętu pomiarowego | X | ||
| naprawy mechaniczne | X | ||
Po użyciu dyszy do usuwania zgorzeliny stwierdzono, że ta warstwa nie została całkowicie zlikwidowana. Jaki parametr warto zmienić, aby rozwiązać ten problem?
Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

Podaj zakres temperatur dla wyciskania współbieżnego rur z aluminium.
Jaką czynność należy wykonać w pierwszej kolejności, aby właściwie przygotować wlewkę z miedzi do walcowania na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych materiałów wsadowych powinien być użyty w procesie kucia swobodnego wału dużej turbiny gazowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Odczytaj z tabeli, jaka może być najmniejsza grubość denka odkuwki o średnicy ds = 102 mm i wysokości h = 200 mm.
| \( b_s \) lub \( d_s \) mm | Najmniejsze grubości dla lub denka dla stosunku \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \) | |
|---|---|---|
| \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \leq 3 \) | \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} > 3 \) | |
| do 25 | 2 | 3 |
| 25,1 – 40 | 3 | 4 |
| 40,1 – 63 | 5 | 6 |
| 63,1 – 100 | 6 | 8 |
| 100,1 – 160 | 8 | 10 |
| 160,1 – 250 | 12 | 16 |
Na którym rysunku zilustrowano wadę wyrobu tłoczonego, powstającą przy zbyt dużej szczelinie między matrycą i stemplem?

Który rodzaj pieca przedstawiono na rysunku?

Objętość materiału wsadowego potrzebnego do wytworzenia odkuwki powinna wynosić 160 000 mm3. Jaką długość powinien mieć wsad, jeśli jego wymiary poprzeczne to 20 x 20 mm?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Sposób wytwarzania dyfuzyjnej powłoki tlenkowej ochronnej na gotowych produktach stalowych, który nadaje tym powierzchniom czarny kolor, nazywa się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas produkcji tulei rurowych wykorzystuje się proces walcowania
Jakie jest główne zastosowanie żużli hutniczych w przemyśle?
Jak nazywa się proces, podczas którego stalowe elementy są podgrzewane, a następnie chłodzone w oleju?