Pytanie 1
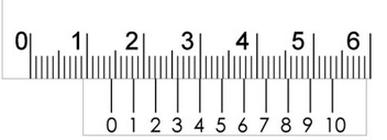
Przedstawiony symbol graficzny jest oznaczeniem punktu

A. zerowego materiału.
B. wymiany narzędzia.
C. referencyjnego obrabiarki.
D. maszynowego układu współrzędnych.
Ten symbol na zdjęciu to znane oznaczenie punktu referencyjnego w obrabiarkach. W maszynach CNC ma to naprawdę dużą wagę, bo punkt referencyjny jest bazą dla wszystkich innych punktów w układzie współrzędnych. Operatorzy używają go do kalibracji narzędzi i ustawienia programów. Bez dokładnego zdefiniowania tego punktu, można mieć spore problemy z precyzyjnym wykonanaiem operacji, a w produkcji masowej to kluczowe, bo tolerancje wymiarowe muszą być na poziomie. Są różne normy, jak ISO 6983, które szczegółowo opisują, jak programować maszyny i zarządzać punktami referencyjnymi, co pomaga zwiększyć efektywność i jakość produkcji.