Pytanie 1
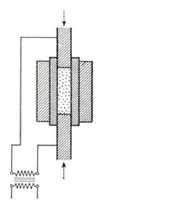
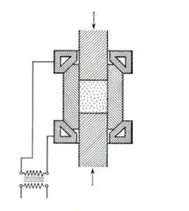
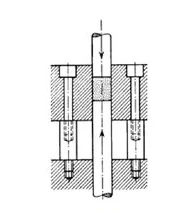
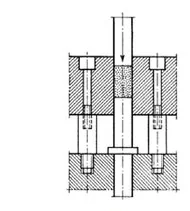
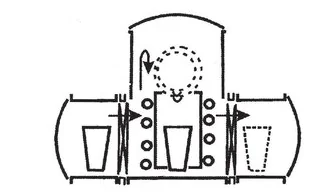
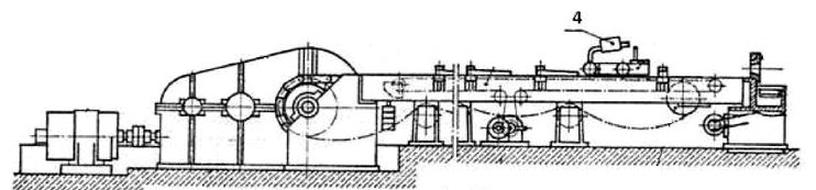
Na którym rysunku przedstawiono piec oczkowy?
A. A.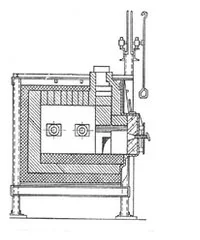
B. B.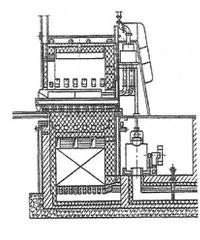
C. C.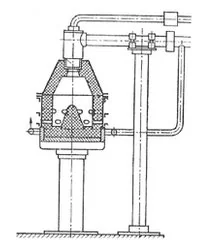
D. D.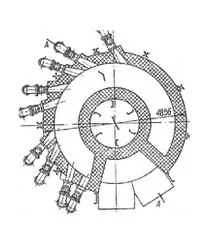
Wybór innego rysunku niż C wskazuje na nieporozumienie dotyczące budowy i działania pieca oczkowego. Należy zauważyć, że piec oczkowy jest specyficznym typem urządzenia przemysłowego, które charakteryzuje się obecnością otworów umożliwiających wprowadzanie materiału do obróbki cieplnej. Rysunki A, B i D przedstawiają inne rodzaje pieców, które nie mają takich cech. Rysunek A mógłby przedstawiać piec tunelowy, który działa w inny sposób - materiał jest w nim przemieszczany przez strefy o różnej temperaturze, ale nie ma otworów do wprowadzania wsadu. Rysunek B mógłby ilustrować piec oporowy, gdzie ciepło jest generowane przez oporniki, co diametralnie różni się od zasady działania pieca oczkowego. Z kolei rysunek D może przedstawiać piec piekarniczy, który nie jest przeznaczony do obróbki materiałów przemysłowych, lecz do pieczenia. Typowe błędy przy wyborze odpowiedzi mogą wynikać z mylenia funkcji i przeznaczenia różnych urządzeń grzewczych oraz braku znajomości ich podstawowych właściwości. Aby lepiej zrozumieć działanie pieca oczkowego, warto zwrócić uwagę na jego zastosowania w przemyśle oraz różnice w porównaniu do innych typów pieców, co przyczyni się do lepszego przyswojenia wiedzy w tej dziedzinie.