Pytanie 1
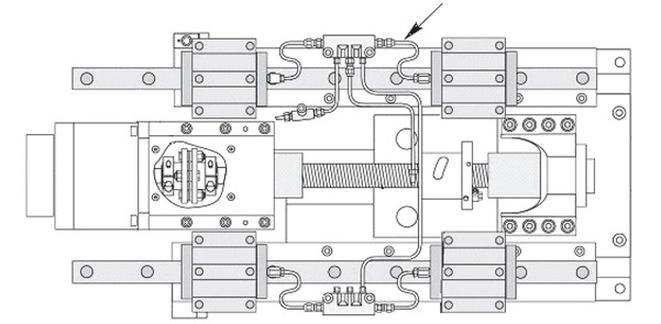
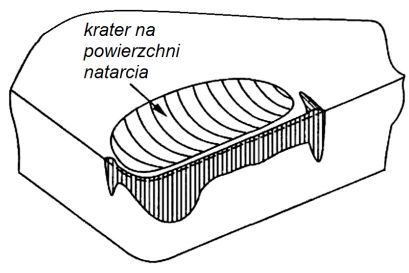
Na schemacie przedstawiono szlifowanie

A. bezkłowe wałków.
B. otworów (zwykłe).
C. otworów planetarne.
D. kłowe wałków.
Szlifowanie otworów planetarnych jest zaawansowaną techniką, która w znaczący sposób podnosi jakość obróbki. Proces ten charakteryzuje się jednoczesnym ruchem obrotowym narzędzia szlifierskiego oraz dodatkowymi ruchami planetarnymi, co pozwala na uzyskanie precyzyjnych wymiarów oraz gładkiej powierzchni otworów. W zastosowaniach przemysłowych, gdzie wymagana jest wysoka dokładność, takie podejście jest kluczowe. Szlifowanie otworów planetarnych znajduje zastosowanie w produkcji elementów maszyn, które muszą spełniać rygorystyczne normy jakości, jak na przykład w przemyśle motoryzacyjnym czy lotniczym. Dobre praktyki w zakresie szlifowania otworów planetarnych obejmują stosowanie odpowiednich narzędzi, takich jak wiertła i ściernice o wysokiej sztywności oraz precyzyjną regulację parametrów obróbczych, co wpływa na jakość i efektywność procesu. W związku z tym, znajomość tego procesu oraz umiejętność jego prawidłowego zastosowania jest niezbędna dla inżynierów i techników zajmujących się obróbką skrawaniem.