Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 20/40 punktów (50,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Kiedy konieczne jest znaczne zmniejszenie masy elementów maszynowych działających w temperaturze przekraczającej 100°C, co powinno się zastosować?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
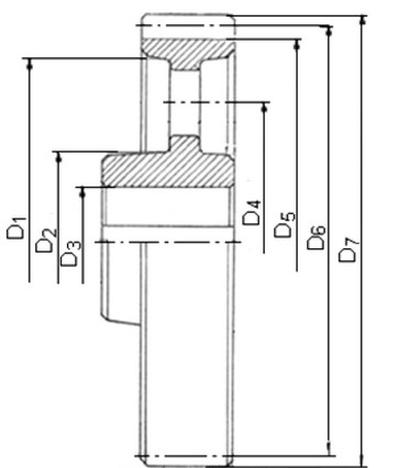
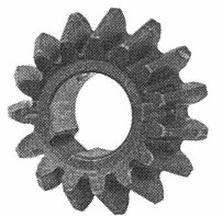
Średnicę podziałową przedstawionego na rysunku koła zębatego oznaczono symbolem
Aby wykonać otwór o średnicy 12H7, jakie narzędzia powinno się zastosować w odpowiedniej kolejności?
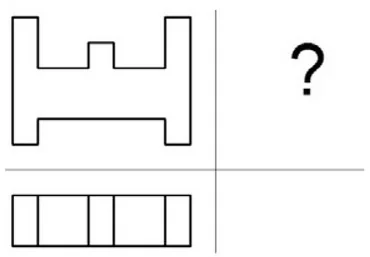
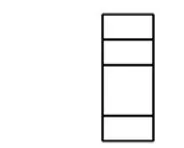
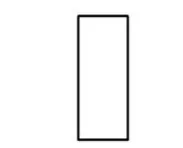
Poprawnie narysowany 3 rzut /boczny/ części, przedstawiono na rysunku oznaczonym literą


To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W warunkach produkcji seryjnej, materiałem wyjściowym do wykonania koła zębatego przedstawionego na rysunku jest
Tolerancja otworu o średnicy φ42H8 wynosi 0,039. Która wartość jest zgodna z prawidłowo wykonanym otworem?
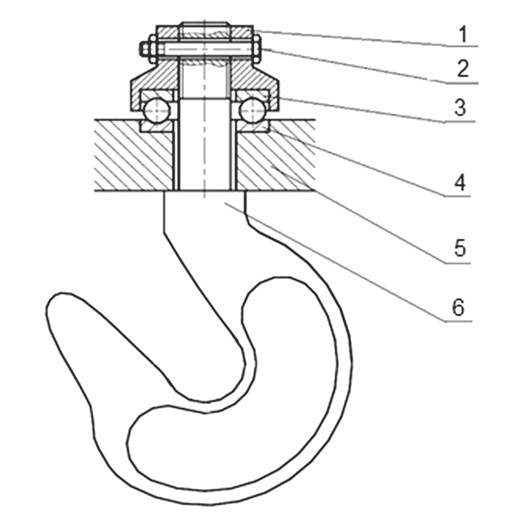
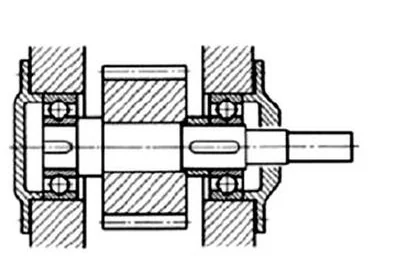
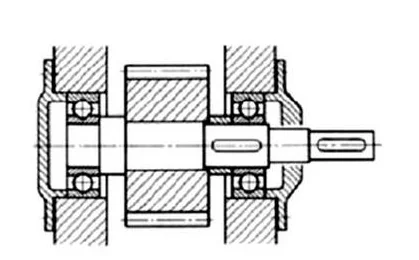
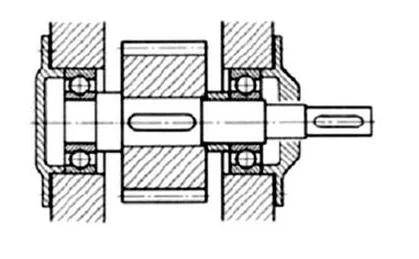
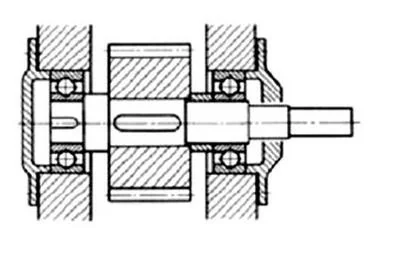
Elementy zespołu haka przedstawionego na rysunku montowane są w kolejności:
Formy kokilowe do odlewów są wytwarzane
Przyrząd przedstawiony na ilustracji służy do kontroli

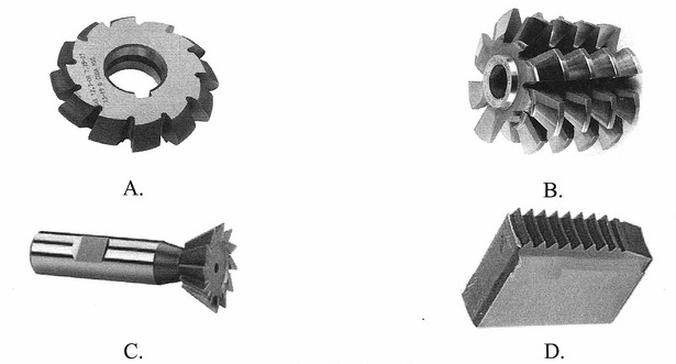
Narzędzie do wykonania uzębienia koła zębatego metodą kształtową przedstawia rysunek oznaczony literą
Ocena jakości smarowania mechanizmów oraz połączeń, ich regulacja, a także kontrola stanu osłon ochronnych i ogólnego bezpieczeństwa funkcjonowania maszyny, należy do zakresu obsługi
W procesie produkcji seryjnej do weryfikacji otworu o średnicy Ø20H7, powinno się użyć
Szlifowanie powierzchni wskazanych na rysunku linią grubą należy wykonać na szlifierce
Śruby należy zabezpieczyć smarem przed skutkami korozji
Na wał o średnicy czopa łożyskowego wynoszącej 30 mm osadzono łożysko toczne. Szerokość gniazda pod łożysko wraz z podcięciem pod pierścień ustalający wynosi 16 mm. Wymagana nośność dynamiczna łożyska wynosi 13 kN. Na podstawie danych w tabeli wybierz numer łożyska kulkowego, które należy zastosować.
| Numer łożyska | d mm | D mm | B mm | C kN |
|---|---|---|---|---|
| 6006 | 30 | 55 | 13 | 13,3 |
| 6200 | 10 | 30 | 9 | 5,72 |
| 6206 | 30 | 62 | 16 | 19,5 |
| 6306 | 30 | 72 | 19 | 28,5 |
| d – średnica wewnętrzna; D – średnica zewnętrzna; B – szerokość; C – nośność ruchowa | ||||
Część mechaniczna o wymiarach 230 x 320 mm i grubości 5 mm, przedstawiana w całości na jednym rzucie, powinna być narysowana na papierze A4 w skali
Na rysunku technicznym oznaczone skrawane powierzchnie przedmiotu przedstawia się linią
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie danych w tabeli, wybierz wyroby wykonane w ramach produkcji seryjnej.
| Rodzaj produkcji | Roczny program produkcyjny | ||
|---|---|---|---|
| Wyroby A | Wyroby B | Wyroby C | |
| Jednostkowa | do 5 | do 10 | do 100 |
| Małoseryjna | 5÷100 | 10÷200 | 100÷500 |
| Seryjna | 100÷300 | 200÷500 | 500÷5000 |
| Wielkoseryjna | 300÷1000 | 500÷5000 | 5000÷50000 |
| Masowa | ponad 1000 | ponad 5000 | ponad 50000 |
| Wyroby A – elementy ciężkie o dużych wymiarach znacznej pracochłonności i ciężarze ponad 300 N Wyroby B – element o średnich wymiarach i pracochłonności oraz ciężarze od 80 N do 300 N Wyroby C – elementy małe, lekkie o niewielkiej pracochłonności i ciężarze do 80 N | |||
Czas potrzebny na wykonanie odlewu korpusu wiertarki promieniowej wynosi 50 godzin. Stawka za roboczogodzinę to 150 zł. Koszt materiałów na jeden korpus to 300 zł. Jaka jest całkowita cena jednego odlewu?
Przed rozpoczęciem toczenia wzdłużnego długich wałków konieczne jest przeprowadzenie operacji
Do produkcji kół zębatych, które poddawane są nawęglaniu, używa się stali o oznaczeniu literowo-cyfrowym
Podstawową czynnością w procesie przygotowania do produkcji jest
Dokument, który zawiera sekwencję działań oraz istotne informacje potrzebne do realizacji określonej części, to
Jakiej z wymienionych czynności nie realizuje się na stanowisku kontrolnym montażu?
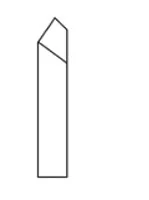
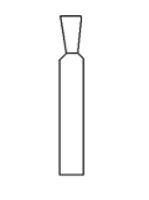
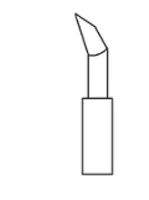
Wytaczanie otworów na tokarce wykonuje się nożem, oznaczonym na przedstawionym rysunku literą

Kto wydaje świadectwo wzorcowania sprzętu pomiarowego?
Aby ustalić bicia w osi lub w promieniu, należy wykorzystać
Poprawnie wykonany rysunek zestawieniowy podzespołu maszynowego przedstawiono na rysunku oznaczonym literą
Aby wykonać nacięcia zębów w kole zębatym o uzębieniu wewnętrznym, należy zastosować technikę obróbczej
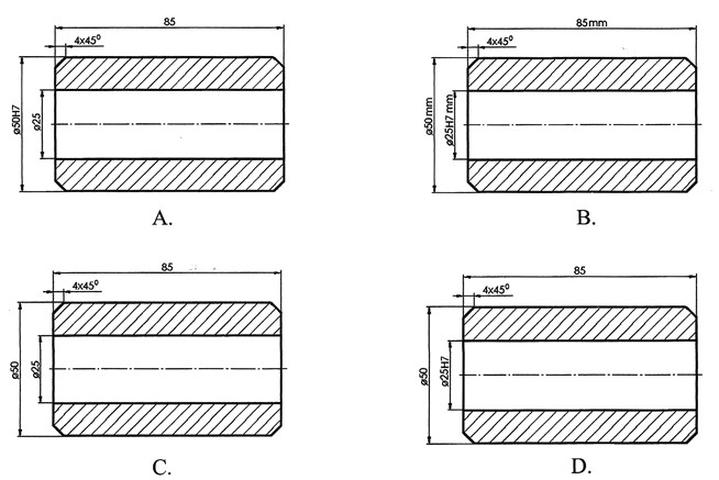
Rysunek tulei z dokładnie wykonanym otworem, który zwymiarowano zgodnie z zasadami rysunku technicznego jest oznaczony literą
Zniszczenie powierzchni tłoczyska hydraulicznych siłowników objawia się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Materiał, który nie jest wykorzystywany w procesie produkcji panewek łożysk dzielonych to
Jakie są graniczne wymiary wałka o średnicy ^80 mm oraz tolerancji T = 0,028, przy tolerowaniu w głąb materiału?
Rowki wpustowe czółenkowe powinny być realizowane metodą