Pytanie 1
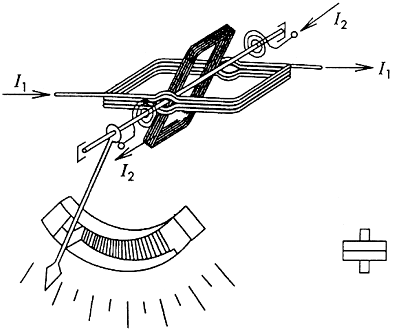
Które narzędzie służy do ucinania końcówek wlutowanych elementów elektronicznych?
A. Narzędzie 3
B. Narzędzie 1
C. Narzędzie 2
D. Narzędzie 4
Wybrałeś narzędzie, które faktycznie jest określane mianem obcinaczek bocznych (side cutters) albo po prostu cążki do elektroniki. W elektronice to praktycznie podstawowy sprzęt na każdym warsztacie – bez tego trudno sobie wyobrazić sensowny montaż klasycznych elementów przewlekanych. Cążki te mają bardzo precyzyjne ostrza, które pozwalają na przycinanie końcówek tuż przy płytce drukowanej, co jest ważne z punktu widzenia estetyki i bezpieczeństwa gotowej płytki PCB. Moim zdaniem, używanie właściwych narzędzi, takich właśnie jak te obcinaczki, to podstawa profesjonalnego podejścia – nie tylko skraca czas pracy, ale i minimalizuje ryzyko uszkodzenia ścieżek albo przypadkowego zwarcia. Warto też wiedzieć, że dobrej jakości cążki radzą sobie nawet z twardszymi wyprowadzeniami elementów, nie zostawiając poszarpanych końców, które mogą utrudniać późniejsze lutowanie. Branżowy standard mówi jasno: po zamontowaniu i przylutowaniu elementu, końcówki należy przyciąć jak najbliżej lutu, żeby nie wystawały ponad potrzebę – i do tego właśnie służy narzędzie nr 3. Takie detale robią różnicę, szczególnie jak projektujesz układy, gdzie liczy się każdy milimetr miejsca i bezpieczeństwo eksploatacji.