Pytanie 1
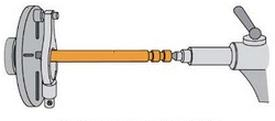
Wymiar mieszany "P" na przedstawionym rysunku należy zmierzyć
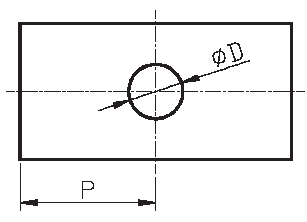
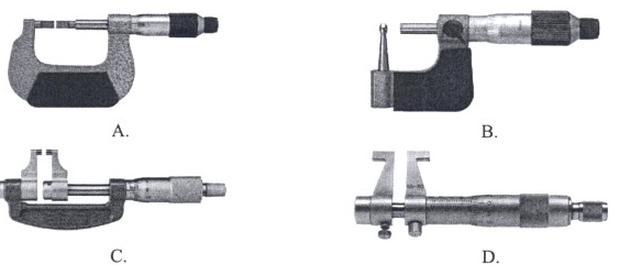
A. średnicówką mikrometryczną.
B. przymiarem kreskowym.
C. suwmiarką uniwersalną.
D. mikrometrem kabłąkowym.
Wybór niewłaściwego narzędzia pomiarowego jest powszechnym problemem, który może prowadzić do błędnych wniosków i nieprecyzyjnych pomiarów. Przymiar kreskowy, chociaż użyteczny w niektórych sytuacjach, nie jest wystarczająco precyzyjny do pomiaru wymiarów mieszanych. Jego konstrukcja ogranicza możliwość odczytu z większą dokładnością, a samo narzędzie nie jest przystosowane do pomiaru odległości między punktami w trzech wymiarach, co jest kluczowe w przypadku wymiaru "P". Mikrometr kabłąkowy z kolei jest narzędziem przeznaczonym do pomiaru grubości i średnicy przedmiotów, co czyni go nieodpowiednim do pomiaru liniowego. Jego zastosowanie do wymiaru mieszanych byłoby błędne, ponieważ nie można nim precyzyjnie zmierzyć odległości między dwoma punktami. Średnicówka mikrometryczna, mimo że jest narzędziem o wysokiej precyzji, również nie ma zastosowania w tej sytuacji, gdyż służy do pomiaru średnicy otworów lub wałów. Często pojawiającym się błędem myślowym jest utożsamianie różnych narzędzi pomiarowych ze sobą bez zrozumienia ich specyfikacji i przeznaczenia. Zrozumienie, które narzędzie najlepiej nadaje się do konkretnego pomiaru, jest kluczowe dla uzyskania precyzyjnych i wiarygodnych wyników, co jest podstawą dobrych praktyk w dziedzinie inżynierii i technologii.