Pytanie 1
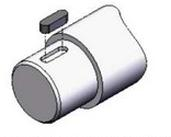
Przedstawiony na rysunkach technicznych symbol umieszczany na powierzchni obrabianej oznacza, że obróbkę tej powierzchni należy przeprowadzić techniką

A. kucia.
B. walcowania.
C. skrawania.
D. odlewania.
Symbol na rysunku technicznym, który mówi o obróbce skrawaniem, jest naprawdę ważny w całym procesie projektowania i produkcji. Wiesz, skrawanie to jedna z tych technik, które są super powszechne. Dzięki niej możemy precyzyjnie formować i wygładzać różne materiały, nie tylko metalowe, ale też plastikowe czy kompozytowe. Tu działa narzędzie tnące, na przykład frez, wiertło czy tokarka, które usuwa materiał z obrabianego przedmiotu. Dzięki temu osiągamy świetną jakość wymiarów i gładkość powierzchni. Przykłady? Proszę bardzo! Części maszyn, elementy konstrukcyjne, a nawet precyzyjne komponenty, które są używane w motoryzacji czy lotnictwie. Co ciekawe, skrawanie jest zgodne z normami ISO, które określają, jak powinna wyglądać jakość i dokładność obróbki. Warto też pamiętać, żeby dobrać odpowiednie parametry skrawania, jak prędkość czy głębokość, bo to bardzo wpływa na efektywność i żywotność narzędzi. Dlatego warto to wszystko zrozumieć, bo jest to kluczowe dla inżynierów i technologów, którzy projektują procesy obróbcze.