Pytanie 1
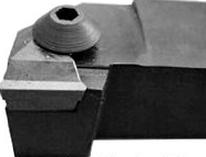
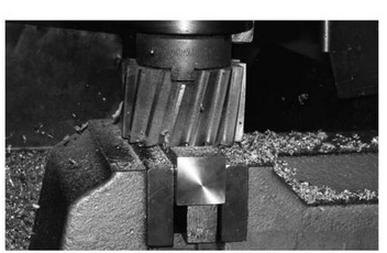
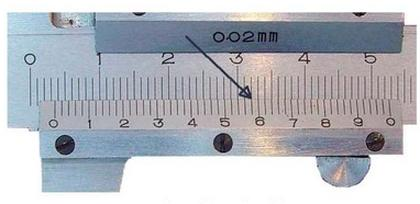
Zdjęcie przedstawia

A. dyszę dławiącą doprowadzającą chłodziwo.
B. uchwyt mocujący do stołów frezarek.
C. śrubę regulacyjną ustawienia kąta tarczy tnącej.
D. końcówkę ściągającą do oprawek frezarskich.
W analizowanym pytaniu pojawia się kilka odpowiedzi, które mogą wydawać się atrakcyjne, lecz są one niepoprawne z technicznego punktu widzenia. Śruba regulacyjna ustawienia kąta tarczy tnącej nie ma związku z prezentowanym elementem, ponieważ jest to część, która służy głównie do precyzyjnego dostosowania ustawienia narzędzi tnących, a nie do ich mocowania. W kontekście frezarek, kąty cięcia są kluczowe, ale nie można ich regulować za pomocą nieodpowiedniego elementu. Dysza dławiąca doprowadzająca chłodziwo to kolejny przykład nieporozumienia; takie elementy mają zastosowanie w chłodzeniu narzędzi, ale nie odpowiadają za ich stabilne mocowanie. Użycie dyszy do chłodzenia narzędzi w procesie obróbczej wiąże się z innymi wymaganiami, które nie pokrywają się z przedstawionym zdjęciem. Uchwyt mocujący do stołów frezarek to również nieprawidłowa odpowiedź, ponieważ jego funkcja różni się od przedstawionej końcówki ściągającej. Uchwyt ten służy do mocowania całych urządzeń w stanowisku roboczym, a nie do precyzyjnego trzymania narzędzi skrawających. Analizując te odpowiedzi, można zauważyć, że często występuje mylna interpretacja funkcji różnych elementów, co prowadzi do błędnych wniosków i nieprawidłowego zrozumienia zasad działania maszyn skrawających.