Pytanie 1
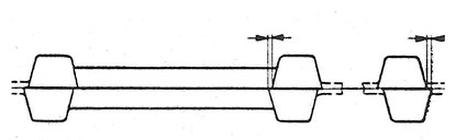
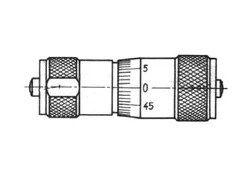
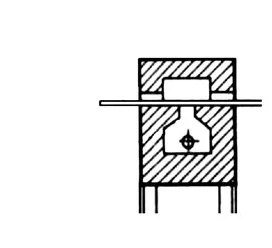
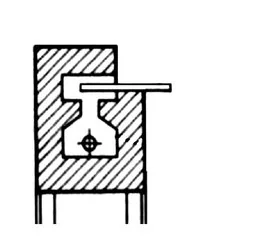
Na rysunku przedstawiono operację kucia
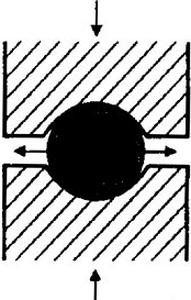
A. swobodnego, w kowadłach kształtowych.
B. swobodnego, w kowadłach płaskich.
C. matrycowego, w matrycy zamkniętej.
D. matrycowego, w matrycy otwartej.
Poprawna odpowiedź odnosi się do techniki kucia swobodnego, która jest powszechnie stosowana w przemyśle metalurgicznym. Na rysunku widzimy kowadła kształtowe, które umożliwiają prowadzenie procesu kucia z dużą precyzją. Kucie swobodne pozwala na nadawanie skomplikowanych kształtów materiałowi przy minimalnych ograniczeniach, co jest kluczowe w produkcji elementów o złożonej geometrii, często stosowanych w motoryzacji, lotnictwie czy budownictwie. Kowadła kształtowe charakteryzują się specjalnie ukształtowanymi powierzchniami roboczymi, co pozwala na efektywne formowanie metalu przez odpowiednie kierowanie sił podczas procesu. Przykładem zastosowania może być produkcja wałów, zębatek czy innych elementów mechanicznych, gdzie precyzja i jakość odkuwki ma fundamentalne znaczenie. Dobre praktyki w zakresie kucia swobodnego podkreślają konieczność odpowiedniego doboru materiału oraz parametrów procesu, co wpływa na końcowe właściwości mechaniczne odkuwki.