Pytanie 1
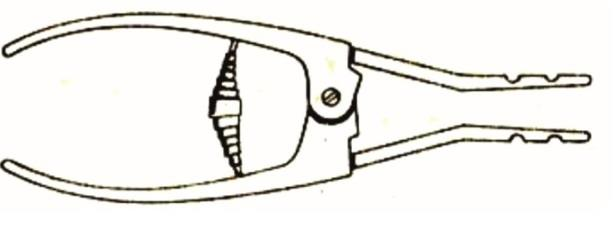
Wskaż sposób wykończenia brzegu klapy torebki, przedstawionej na rysunku.

A. Lamowanie.
B. Cięcie do kantu.
C. Zawijanie.
D. Barwienie.
Często spotykam się z sytuacją, gdzie osoby mylą różne techniki wykańczania brzegów, zwłaszcza gdy mowa o akcesoriach takich jak torby. W przypadku tej klapy na zdjęciu nie mamy do czynienia ani z zawijaniem, ani z samym barwieniem, ani też z cięciem do kantu. Zawijanie polega najprościej mówiąc na podwinięciu brzegu materiału i przeszyciu go tak, by krawędź była schowana do środka – to bardziej popularne przy cienkich tkaninach albo tam, gdzie zależy nam na naprawdę gładkim, niewidocznym brzegu. Barwienie natomiast to zupełnie inna operacja – ono dotyczy raczej zmiany koloru brzegu, szczególnie w skórach, ale nie wpływa na samą strukturę wykończenia czy zabezpieczenia brzegu przed strzępieniem. Z kolei cięcie do kantu to taka praktyka, gdzie krawędź zostaje po prostu przycięta „na czysto” bez dodatkowych zabezpieczeń – w galanterii to raczej rzadkość, bo szybko prowadzi do zużycia materiału, a sam kant wygląda surowo, co nie zawsze jest pożądane. W moim przekonaniu to właśnie przez nieuwagę albo zbyt powierzchowną analizę często wpada się w pułapkę tych odpowiedzi. Warto pamiętać, że profesjonalne wyroby – szczególnie te, które mają służyć długo i dobrze się prezentować – wymagają od producenta zastosowania rozwiązań, które łączą wytrzymałość z estetyką. Lamowanie, czyli obszycie krawędzi taśmą lub paskiem materiału, to w tym przypadku branżowy standard i najlepsza opcja, która realnie przekłada się na trwałość oraz walory wizualne produktu.