Pytanie 1
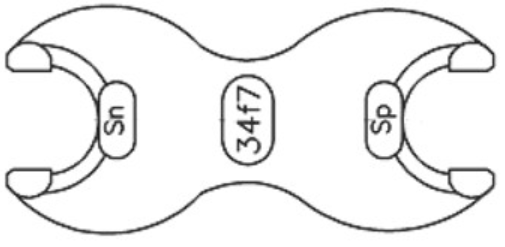
Przedstawiony na rysunku sprawdzian służy do kontroli jakości wykonania
A. wałków.
B. gwintów.
C. otworów.
D. promieni.
Przedstawiony sprawdzian trzpieniowy jest narzędziem używanym do precyzyjnej kontroli jakości wałków, co jest kluczowe w wielu procesach przemysłowych, zwłaszcza w branży mechanicznej i motoryzacyjnej. Sprawdziany tego typu pozwalają na dokładne pomiary wymiarów wałków, co jest niezbędne do zapewnienia ich prawidłowego funkcjonowania w mechanizmach. Oznaczenie tolerancji, takie jak '34f7', stanowi informację o dopuszczalnych odchyleniach wymiarowych, co jest zgodne z normami ISO dotyczącymi tolerancji i pasowania. W praktyce, stosowanie sprawdzianów trzpieniowych przyczynia się do redukcji błędów produkcyjnych, co przekłada się na wyższą jakość produktów i mniejsze koszty związane z reklamacjami. Warto również zwrócić uwagę na rolę takich sprawdzianów w procesach certyfikacji jakości, gdzie precyzyjne pomiary są kluczowe dla uzyskania odpowiednich atestów i certyfikatów jakości. Używanie sprawdzianów pozwala na systematyczne monitorowanie procesów produkcyjnych, co jest zgodne z najlepszymi praktykami w zakresie zarządzania jakością.