Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 33/40 punktów (82,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z podanych w tabeli skład chemiczny zasypek krystalizatorowych należy zastosować w procesie odlewania, jeśli zasypka powinna mieć charakter zasadowy?
Kryterium charakteru zasadowego: \( \frac{CaO}{SiO_2} > 1 \)
| Składniki zasypek krystalizatorowych | Skład chemiczny zasypek, % | |||
|---|---|---|---|---|
| A. | B. | C. | D. | |
| \( CaO \) | 16,45 | 30,30 | — | 20,10 |
| \( Al_2O_3 \) | 5,01 | 4,31 | 11,50 | 5,80 |
| \( MnO \) | 0,02 | 3,06 | — | — |
| \( MgO \) | 1,54 | 0,60 | — | 1,90 |
| \( Fe_2O_3 \) | — | 2,36 | 4,00 | < 1,5 |
| \( FeO \) | 0,54 | — | — | — |
| \( TiO_2 \) | 17,16 | 4,24 | — | — |
| \( Na_2O \) | 14,64 | 4,17 | — | 9,80 |
| \( K_2O \) | 0,66 | 0,51 | — | < 0,1 |
| \( SiO_2 \) | 29,40 | 26,30 | 27,00 | 32,30 |
| \( CaO + MgO \) | — | — | 25,00 | — |
| \( Na_2O + K_2O \) | — | — | 5,50 | — |
| \( Li_2O \) | — | — | — | < 0,3 |
| F | — | — | 6,00 | 6,00 |
| C | 6,49 | 21,40 | 20,00 | 23,60 |
Sposób wytwarzania dyfuzyjnej powłoki tlenkowej ochronnej na gotowych produktach stalowych, który nadaje tym powierzchniom czarny kolor, nazywa się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
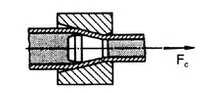
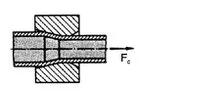
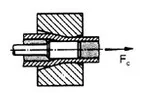
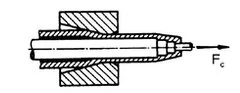
Na którym rysunku przedstawiono metodę ciągnienia rur na korku swobodnym?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie tabeli wskaż, którą z wymienionych prac prowadzi się w czasie remontu bieżącego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitalny | |
| wymiana wszystkich palników | ● | ||
| wymiana całej wymurówki komory roboczej | ● | ||
| wymiana warstwy izolacyjnej komory roboczej | ● | ||
| wymiana lub naprawa uszkodzonych fragmentów wymurówki | ● | ||
| naprawy instalacji elektrycznej | ● | ||
| korekta ustawień palników | ● | ||
| naprawy układu sterowania | ● | ||
| naprawy mechaniczne | ● | ||
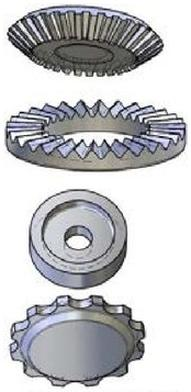
Która z wymienionych metod obróbki plastycznej pozwala na wytworzenie z proszków metali wyprasek o kształtach przedstawionych na rysunku?
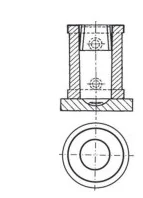
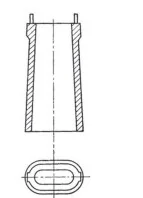
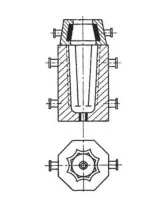
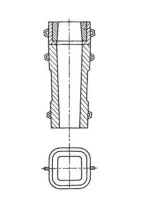
Określ na podstawie rysunków, którą wlewnicę należy zastosować aby otrzymać wlewek o przekroju kwadratowym.
Który z wymienionych substancji stosuje się jako topnik w procesie spiekania w piecu wielkopiecowym, gdy skała macierzysta rud żelaza posiada charakter kwaśny?
Jakie formy przyjmują cząstki proszków uzyskanych poprzez metodę rozpylania?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W procesie walcowania blach o dużej grubości należy użyć jako wsadu
Jaką z poniższych czynności powinien wykonać pracownik w pierwszej kolejności, zgodnie z zasadami bhp, przed rozpoczęciem pracy z młotem do kucia matrycowego?
Określ na podstawie tabeli, jaki rodzaj żużla należy naprowadzić na powierzchnię metalu, jeśli powinien on zawierać powyżej 50% tlenku wapnia i poniżej 9% tlenu manganu.
| Nr żużla | Żużel | Skład chemiczny % | |||||||
|---|---|---|---|---|---|---|---|---|---|
| \( CaO \) | \( MnO \) | \( FeO \) | \( MgO \) | \( SiO_2 \) | \( S \) | \( Al_2O_3 \) | \( P_2O_5 \) | ||
| I | Redukcyjny | 42,0 | 10,0 | 16,6 | 5,0 | 20,0 | 0,2 | 5,0 | 1,2 |
| II | Kwaśny | - | 18,0 | 22,0 | - | 56,0 | - | 4,0 | - |
| III | Zasadowy | 54,0 | 5,0 | 8,0 | 2,0 | 10,0 | 1,0 | - | 20,0 |
| IV | Utleniający | 48,0 | 8,0 | 10,0 | 5,0 | 20,0 | 1,0 | 5,0 | 3,0 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
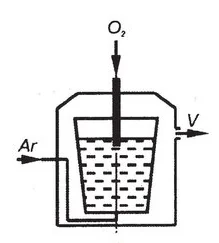
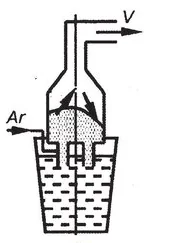
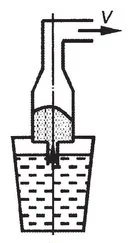
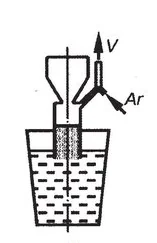
Który schemat przedstawia pozapiecową metodę odgazowania obiegowego stali?
Jakie są kolejne kroki w procesie odmiedziowania żużla z pieca zawiesinowego po jego napełnieniu żużlem?
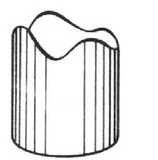
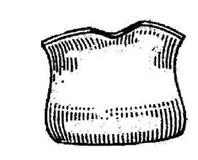
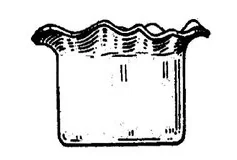
Wadę wyrobu tłoczonego, która powstaje gdy zastosuje się zbyt mały nacisk dociskacza przedstawiono na rysunku oznaczonym literą
Który rodzaj pieca wykorzystuje się do podgrzewania wlewków przed procesem walcowania?
Jakie rodzaje pieców są wykorzystywane do wyżarzania kręgów blachy w procesie międzyoperacyjnym oraz rekrystalizującym?
Najwyższa prędkość ciągnienia w ciągarce łańcuchowej wynosi 9,2 m/min. Wskaźnik prędkości przeciąganego pręta pokazuje wartość 7,6 m/min. O ile maksymalnie można zwiększyć prędkość ciągnienia tego materiału?
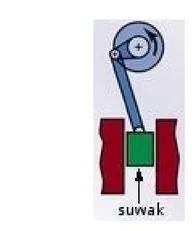
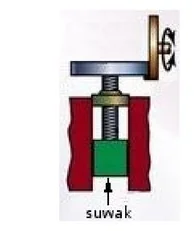
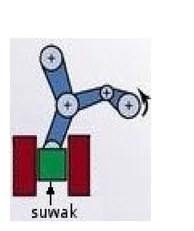
Zasadę działania prasy kolanowej przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie danych zawartych w tabeli wyznacz natężenie przepływu powietrza w I okresie konwertorowania kamienia miedziowego w ciągu 1 zmiany w trybie pracy 3 zmianowej.
| Etap | Natężenie przepływu powietrza Nm³/h |
|---|---|
| Załadunek wsadu | — |
| I okres konwertorowania | 30 000 |
| Zlewanie żużla | 15 000 |
| II okres konwertorowania | 22 000 |
| Zlewanie żużla tlenkowego | 5 000 |
| Zlewanie miedzi blister | — |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym rysunku przedstawiono wyroby wykonane metodą tłoczenia?




Na podstawie tabeli określ, którą płytę odcinaka dwutaktowego należy najrzadziej poddawać przeglądom i naprawom.
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju obróbki cieplnej stali używa się, aby uzyskać strukturę martenzytyczną?
Który rodzaj obróbki plastycznej metali zastosowano do uzyskania elementu przedstawionego na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na rysunku przedstawiono proces walcowania

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.