Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 33/40 punktów (82,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych półwyrobów jest używany jako surowiec do produkcji rur zgrzewanych?
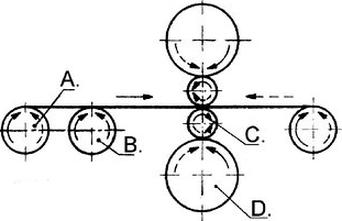
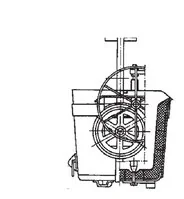
Walec oporowy walcarki kwarto-nawrotnej przedstawionej na rysunku oznaczono literą
Zilustrowana na przedstawionym rysunku wada wyrobu tłoczonego to

Aby nagrzać koniec pręta przed jego wydłużeniem na młocie do kucia swobodnego, powinno się użyć pieca
Co jest główną przyczyną występowania na powierzchni produktów walcowanych defektów określanych jako łuski?
Na podstawie danych w tabeli określ wymiary kowadeł płaskich, które można zamontować na młocie sprężarkowym o masie części spadających 750 kg.
| Masa części spadających młota kg | Młoty parowo - powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
Narzędzie pomiarowe stosowane przy sprawdzeniu średnicy wewnętrznej gorącej odkuwki kutej swobodnie przedstawiono na rysunku oznaczonym literą




Oblicz na podstawie danych w tabeli minimalny czas potrzebny na wymianę szczęk w wózku ciągnącym i wciskarce oraz wymianę i ustawienie ciągadła w ciągarce ławowej, jeśli poszczególne czynności wykonuje ten sam pracownik.
| Czynność związana z obsługą ciągarki ławowej | Orientacyjny czas wykonania czynności, minuty |
|---|---|
| Wymiana ciągadła | 1,5 ÷ 4 |
| Wymiana zużytego trzpienia | 1 ÷ 2 |
| Ustawienie ciągadła | 3 ÷ 6 |
| Zmiana szczęk w wózku ciągnącym | 1 ÷ 2 |
| Zmiana szczęk wciskarki | 3 ÷ 5 |
Które urządzenie pomocnicze, stosowane w procesie walcowania blach grubych, przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką substancję należy wykorzystać w procesie trawienia blach stalowych przed walcowaniem na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie operacje należy wykonać, aby przygotować rudę do wzbogacania w flotowniku?
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
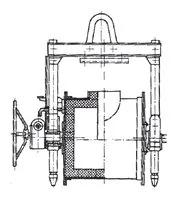
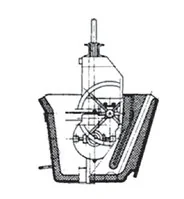
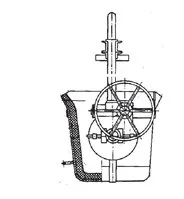
Na którym rysunku przedstawiono budowę kadzi zatyczkowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które urządzenie używane na składowisku materiałów wsadowych przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie testy powinny być wykonane, aby zweryfikować, czy produkt osiąga wymaganą wytrzymałość Rm po obróbce plastycznej?
Jaką czynność należy wykonać w pierwszej kolejności, aby właściwie przygotować wlewkę z miedzi do walcowania na zimno?
Metoda, która polega na nasyceniu powierzchni stalowych obiektów jednocześnie węglem oraz azotem w temperaturze od 500 do 950°C, określana jest mianem
Którą metodę obróbki plastycznej zastosowano do produkcji wyrobów przedstawionych na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju powłokę antykorozyjną stosuje się na stalowe blachy formowane na zimno, które mają być użyte do produkcji karoserii samochodowych?
Jak należy przygotować wsad w postaci blach walcowanych na gorąco przed procesem walcowania blach cienkich na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę usuwania zanieczyszczeń z powierzchni blach stalowych wykorzystuje się przed nałożeniem ochronnej powłoki cynkowej w procesie ciągłego cynkowania ogniowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie etapy produkcyjne są odpowiednie dla współczesnych procesów stalowniczych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie danych zawartych w tabeli wyznacz natężenie przepływu powietrza w I okresie konwertorowania kamienia miedziowego w ciągu 1 zmiany w trybie pracy 3 zmianowej.
| Etap | Natężenie przepływu powietrza Nm³/h |
|---|---|
| Załadunek wsadu | — |
| I okres konwertorowania | 30 000 |
| Zlewanie żużla | 15 000 |
| II okres konwertorowania | 22 000 |
| Zlewanie żużla tlenkowego | 5 000 |
| Zlewanie miedzi blister | — |
Na podstawie zamieszczonej tabeli wskaż maksymalną temperaturę nagrzewania wsadu ze stopu AlCu4Mg1 do procesu wyciskania na gorąco.
| Zakres temperatur stosowanych przy wyciskaniu na gorąco | |
|---|---|
| Rodzaj materiału | Temperatura, °C |
| Ołów | 20÷250 |
| Aluminium, stopy aluminium | 375÷475 |
| Miedź, stopy miedzi | 650÷975 |
| Stale | 875÷1300 |
Który rodzaj wady wyrobu walcowanego przedstawiono na rysunku?

Które urządzenie jest używane do kontroli jakości powierzchni walcowanych blach stalowych?