Pytanie 1
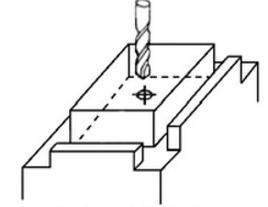
Aby wyprofilować rowek pod wpust pryzmatyczny typu A w wale, trzeba zastosować frez
A. tarczycowy
B. krążkowy
C. palcowy
D. walcowo-czołowy
Wybór niewłaściwych narzędzi skrawających do obróbki rowków pod wpusty pryzmatyczne może prowadzić do znacznych błędów produkcyjnych. Frezy tarczowe, mimo iż są szeroko stosowane do cięcia materiałów w płaszczyźnie, nie są odpowiednie do kształtowania rowków, ponieważ ich konstrukcja nie pozwala na precyzyjne skrawanie w osi pionowej, co jest kluczowe w przypadku wpustów pryzmatycznych. Z kolei frezy walcowo-czołowe, które charakteryzują się większą szerokością roboczą i są bardziej uniwersalne, również nie są optymalne dla tego typu obróbki, ponieważ nie są w stanie dokładnie wykonać wąskich rowków wymagających większej precyzji. Frezy krążkowe, podobnie jak tarczowe, są ukierunkowane na cięcie w płaszczyźnie, a ich użycie do rowków pod wpusty pryzmatyczne nie zapewni wymaganej dokładności i jakości powierzchni. Często przyczyną błędnego doboru narzędzi jest brak zrozumienia specyfiki obróbki oraz nieznajomość właściwości narzędzi skrawających. W związku z tym, kluczowe jest, aby przed przystąpieniem do obróbki dobrze zrozumieć wymagania projektowe oraz dobierać narzędzia zgodnie z najlepszymi praktykami inżynieryjnymi oraz normami branżowymi.