Pytanie 1
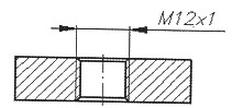
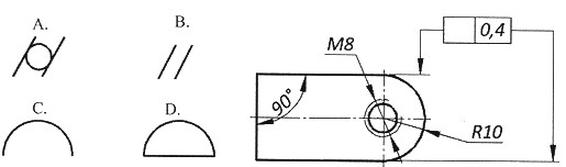
Na przedstawionym rysunku, tolerancja położenia będzie poprawnie określona, jeżeli w ramce tolerancji poprzedzającej wartość 0,4, wstawiony będzie znak graficzny oznaczony literą
A. C.
B. D.
C. A.
D. B.
Wybór odpowiedzi A, C albo D pokazuje, że rozumiesz temat tolerancji położenia, ale niestety żadna z tych opcji nie trzyma się zasad dotyczących symboliki w inżynierii. Odpowiedź A, chociaż może wyglądać na sensowną, nie mówi nic o konieczności odniesienia do dwóch równoległych płaszczyzn, a to jest kluczowe, kiedy mówimy o wartości 0,4. Warto przyjrzeć się różnicom między symbolami tolerancji kształtu a położenia – mają różne zastosowania. Odpowiedź C może dawać mylne wrażenie, że tolerancja położenia jest mniej ważna, co jest po prostu błędem, bo właśnie te tolerancje są fundamentem dobrego dopasowania elementów. Odpowiedź D też nie wyjaśnia jasno symboliki tolerancji, aczkolwiek dostrzega, że tolerancje są istotne, ale brak odniesienia do tych dwóch równoległych linii sprawia, że nie można jej uznać za poprawną. Takie nietrafione wybory mogą wynikać z braku znajomości detali norm ISO 1101 i mogą prowadzić do błędów w produkcji oraz niezgodności gotowych produktów.