Pytanie 1
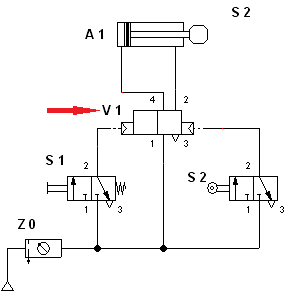
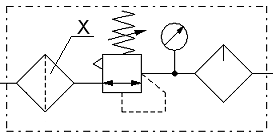
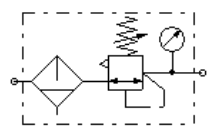
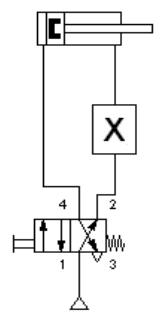
W układzie pneumatycznym uszkodzeniu uległ element oznaczony na schemacie symbolem X. Aby po naprawie układu tłoczysko siłownika wysuwało się dwa razy szybciej niż podczas wsuwania, należy w miejsce X wstawić zawór
A. szybkiego spustu.
B. dławiąco-zwrotny.
C. dławiący nastawialny.
D. ograniczający ciśnienie.
Wybrałeś zawór dławiąco-zwrotny, co według mnie jest absolutnie trafnym wyborem, jeśli chcesz uzyskać różnicę prędkości wysuwania i wsuwania tłoczyska siłownika. To rozwiązanie jest wręcz klasyczne w pneumatyce – taki zawór działa w ten sposób, że tłoczywo w jednym kierunku przepływa przez dławik, a w drugim przez zaworek zwrotny, który praktycznie nie stawia oporu. Dzięki temu możesz precyzyjnie zdławić przepływ tylko podczas wsuwania tłoczyska, jednocześnie zachowując pełną prędkość wysuwania. W praktyce często stosuje się takie rozwiązania np. w automatyce przemysłowej, gdzie ważna jest kontrola cyklu pracy siłownika – szybkie wysuwanie (np. dojazd do punktu roboczego), a powolne wsuwanie (np. przy powrocie do pozycji wyjściowej). Z mojego doświadczenia wynika też, że montaż tych zaworów nie sprawia większych trudności, a ich działanie jest zgodne z normami branżowymi, np. ISO 4414, dotyczącymi bezpieczeństwa układów pneumatycznych. Dodatkowo – dławiąco-zwrotny to nie tylko wygoda regulacji, ale też zwiększona żywotność siłownika, bo możesz ograniczyć nagłe uderzenia i szarpnięcia. Na co dzień w zakładach produkcyjnych widuje się wiele takich aplikacji, szczególnie tam, gdzie liczy się precyzja i powtarzalność ruchu siłownika.