Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 34/40 punktów (85,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę stosuje się do produkcji powłok ochronnych na blachy trapezowe, które mają być użyte jako pokrycia dachowe?
Jaką z poniższych czynności powinien wykonać pracownik w pierwszej kolejności, zgodnie z zasadami bhp, przed rozpoczęciem pracy z młotem do kucia matrycowego?
Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie danych w tabeli, określ jaki rodzaj czynności konserwacyjno-naprawczych należy zaplanować po przekroczeniu 15 000 roboczogodzin pracy kuźniarki.
| Czynności konserwacyjno-naprawcze | Czas pracy maszyny w roboczogodzinach | ||
|---|---|---|---|
| prasa | tokarka | kuźniarka | |
| Przegląd techniczny | 1 500 | 1 330 | 1 415 |
| Naprawa bieżąca | 3 000 | 2 660 | 2 830 |
| Naprawa średnia | 9 000 | 8 000 | 8 500 |
| Naprawa główna | 18 000 | 24 000 | 17 000 |
Które z wymienionych w tabeli materiałów należy stosować do wyłożenia pieca pracującego przy wysokim obciążeniu w temperaturze przekraczającej 1 700°C.
| Rodzaj materiałów | Temperatura topnienia, °C | Temperatura mięknięcia pod obciążeniem 200 kPa, °C |
|---|---|---|
| A. Szamotowe | 1 580÷1 780 | 1 250÷1 500 |
| B. Magnezytowe | > 2 000 | 1 350÷1 680 |
| C. Forsterytowe | > 2 000 | 1 590÷1 675 |
| D. Grafitowe | > 2 000 | 1 900÷2 000 |
Jaką metodę czyszczenia powierzchni stali zimnowalcowanej powinno się zastosować przed procesem cynkowania elektrolitycznego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
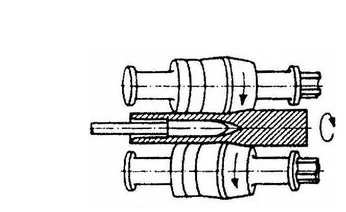
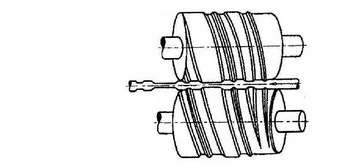
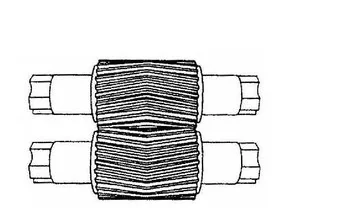
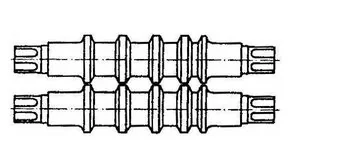
Na którym rysunku przedstawiono walce bruzdowe z wykrojami skrzynkowymi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
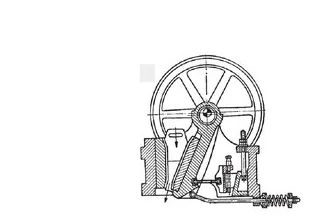
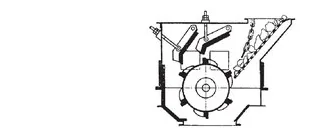
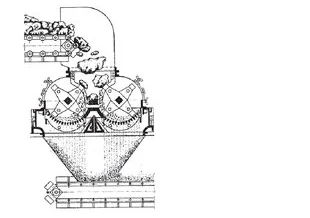
Na którym rysunku przedstawiono budowę kruszarki szczękowej?

Aby pozbyć się warstwy zgorzeliny, która powstaje podczas nagrzewania kęsisk, należy tuż przed walcowaniem przeprowadzić proces
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podaj zakres temperatur dla wyciskania współbieżnego rur z aluminium.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
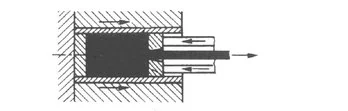
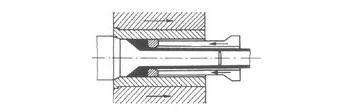
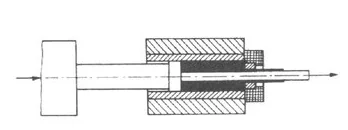
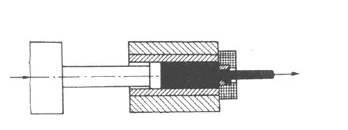
Schemat procesu przeciwbieżnego wyciskania prętów przedstawiono na rysunku oznaczonym literą
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jaki olej może zastąpić smar Livona 2, podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
O ile należy dogrzać wsad przeznaczony do wykonania odkuwki, jeśli temperatura kucia stali ma mieścić się w zakresie 900÷1200°C, a wsad ma barwę wiśniową?
| Temperatura, °C | Barwa stali |
|---|---|
| 680 | ciemnoczerwona |
| 740 | ciemnowiśniowa |
| 770 | wiśniowa |
| 800 | jasnowiśniowa |
| 850 | jasnoczerwona |
| 900 | intensywnie jasnoczerwona |
| 950 | żółtoczerwona |
| 1000 | żółta |
| 1100 | jasnożółta |
| 1200 | żółtobiała |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki rodzaj pieca przedstawia zdjęcie?

Podczas walcowania na zimno stal zyskuje pewne właściwości w wyniku
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie danych zawartych w tabeli określ potrzebną ilość koncentratu miedzi w stanie suchym do sporządzenia 1200 kg mieszanki stanowiącej materiał wsadowy do produkcji brykietów.
| Materiał | Udział % |
|---|---|
| Koncentrat miedzi | 80 |
| Pyły szybowe | 2 |
| Odsiewy brykietów | 8 |
| Lepiszcze | 6 |
| Karbonizator węglowy | 4 |
Z przedstawionej tabeli wynika, że zalecany zakres temperatury kucia stali stopowej do pracy na zimno NWC wynosi
| Oznaczenie gatunku stali wg PN | Maksymalna temperatura początku kucia °C | Zalecany zakres temperatur kucia °C | Minimalna temperatura końca kucia °C |
|---|---|---|---|
| NWC | 1150 | 1100÷800 | 750 |
| N12 | 1040 | 1000÷800 | 760 |
| CuZn5 | 860 | 800÷700 | 640 |
| WCL | 1150 | 1100÷850 | 800 |
Jaki materiał powinno się wykorzystać w procesie brunacenia, aby na drucie stalowym powstała powłoka podsmarowa Fe(OH)3, która ułatwia ciągnienie?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie są kolejne kroki w procesie odmiedziowania żużla z pieca zawiesinowego po jego napełnieniu żużlem?
Jakie z poniższych urządzeń są używane do wzbogacania miedziowych rud?
W jakiej części pieca hutniczego zbiera się ciekła surówka?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, który olej należy zastosować przy walcowaniu stali na walcarce dwudziestowalcowej.
| Nazwa oleju | Gęstość przy temp. 15°C | Lepkość kinematyczna w temp. 40°C | Temperatura zapłonu | Zastosowanie oleju |
|---|---|---|---|---|
| SOMENTOR 32 | 796 kg/m3 | 1,8 mm2/s | 95°C | do walcowania na zimno aluminium (specjalne zastosowanie: walcowanie folii) |
| SOMENTOR N 60 | 845 kg/m3 | 2,1 mm2/s | 155°C | do walcowania na zimno stali i innych metali, jak miedź i jej stopy, na walcarkach wielowalcowych i kwarto |
| WALZOEL SBM 130 | 887 kg/m3 | 28 mm2/s | 180°C | do walcowania miedzi i jej stopów, gdy wymagana jest wysoka jakość powierzchni; może być stosowany do walcowania pielgrzymowego na zimno rur z miedzi |
| WALZOEL BM 71 | 845 kg/m3 | 7 mm2/s | 155°C | do walcowania metali kolorowych na walcarkach kwarto i sexto |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którą metodę obróbki plastycznej zastosowano do produkcji wyrobów przedstawionych na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki proces cieplny powinno się przeprowadzić po obróbce plastycznej na zimno, aby zlikwidować zmagazynowaną energię deformacji?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Masa swobodnie kutej odkuwki powinna wynosić 400 kg. Oblicz masę surowca potrzebnego do jej wytworzenia, zakładając, że strata na zgorzelinę oraz obcięte końce wynosi 18% masy odkuwki?