Pytanie 1
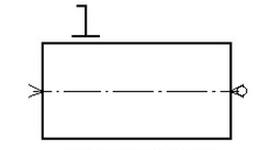
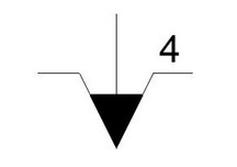
Na rysunku przedstawiono symbol graficzny będący oznaczeniem punktu

A. wymiany narzędzia.
B. zerowego obrabiarki.
C. referencyjnego.
D. odniesienia narzędzia.
Symbol graficzny przedstawiony na rysunku jest kluczowym elementem w technologii CNC, ponieważ oznacza punkt odniesienia narzędzia. W praktyce, punkt odniesienia narzędzia jest ustalany na początku procesu obróbczy, co pozwala operatorowi na dokładne dostosowanie położenia narzędzia względem obrabianego przedmiotu. Poprawne zdefiniowanie tego punktu jest niezbędne dla precyzyjnej obróbki, ponieważ błędne ustawienie może prowadzić do uszkodzeń materiału, narzędzi lub samej obrabiarki. W kontekście standardów branżowych, takie jak norma ISO 10791 odnoszą się do procedur ustawiania narzędzi w obrabiarkach, co umożliwia uzyskanie wysokiej jakości i dokładności wykonania. Zastosowanie tego symbolu jest powszechne w dokumentacji technicznej, co ułatwia komunikację między inżynierami a operatorami maszyn. Zrozumienie roli punktu odniesienia narzędzia jest niezbędne dla każdego technika CNC, który dąży do efektywności i precyzji w obróbce.