Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 26/40 punktów (65,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym rysunku przedstawiono urządzenie odczytujące kody kreskowe?

Hierarchia działań technologicznych w procesie produkcji, uporządkowana od najbardziej skomplikowanych do najprostszych, przedstawia się następująco:
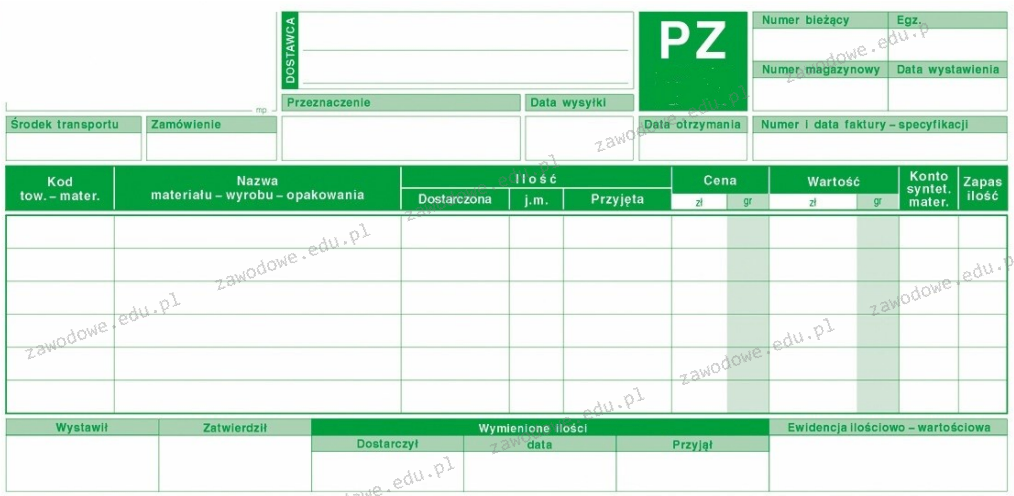
Przedstawiony druk dokumentu wypełnia magazynier, gdy towar jest
Który z środków transportu wewnętrznego wyróżnia się przerywanym ruchem oraz nieograniczonym zakresem działania?
Do jakich kosztów przypisuje się wydatki na utrzymanie magazynu?
Magazyn jest przystosowany do przechowywania 2 120 paletowych jednostek ładunkowych (pjł). Na ogół w magazynie znajduje się 1 696 paletowych jednostek ładunkowych (pjł). Jakie jest współczynnikiem wykorzystania miejsc składowych w tym magazynie?
Tabela zawiera wyniki z przeprowadzonej przez przedsiębiorstwo analizy rynku dostawców. Oceny przedsiębiorstw dokonano według przyjętych kryteriów. Ustal liczbę punktów przyznanych każdemu z nich.
| Kryterium oceny | Ocena ogólna – ważona / w pkt/ | |
|---|---|---|
| Dostawca I | Dostawca II | |
| Cena | 35 | 32 |
| Jakość | 33 | 17 |
| Terminy dostaw | 15 | 18 |
| Dodatkowe usługi | 17 | 11 |
Jaką wartość stawki za 1 km ustaliło przedsiębiorstwo transportowe, biorąc pod uwagę, że koszty stałe wyniosły 35 000 zł, koszty zmienne 5 000 zł, średni przebieg pojazdu to 20 000 km, a zysk wynosił 10%? (UWAGA: Na egzaminie w tym pytaniu przyznawany jest 1 punkt, niezależnie od odpowiedzi)
Jaką maksymalną liczbę worków z nawozem o wymiarach 0,6 m x 0,5 m x 0,2 m (dł. x szer. x wys.) oraz masie własnej 60 kg można włożyć na paletę o wymiarach 1,2 m x 1,0 m x 0,1 m (dł. x szer. x wys.), biorąc pod uwagę ładowność palety wynoszącą 1 t oraz maksymalną wysokość paletowej jednostki ładunkowej równą 2 m?
Na koniec maja hurtownia posiada 34 000 sztuk towarów. W trakcie maja zrealizowała sprzedaż 2 800 sztuk, a dostawy w tym okresie wyniosły 960 sztuk. Zgodnie z zasadą bilansowania, jaki był zapas towaru na początku czerwca?
Aby polepszyć efektywność wymiany informacji z niemieckim klientem, firma postanowiła wdrożyć system bezpośredniego przesyłania dokumentów handlowych. Taki typ komunikacji z partnerem nazywany jest skrótem
LIFO oznacza zasadę wydawania z magazynu towarów, które
Aby wyprodukować zamówione 5 000 sztuk skrzyń, potrzebne jest 2 500 m2 płyty. W magazynie jest dostępnych 1 000 m2, a w trakcie produkcji znajduje się jeszcze 800 m2. Ile należy zamówić płyty, aby zrealizować planowaną produkcję?
Pan Jan 26 kwietnia 2023 r. kupił telewizor. Sprzedawca dostarczył kupującemu telewizor 07 maja 2023 r. Określ, na podstawie fragmentu Kodeksu Cywilnego, do kiedy nabyty telewizor będzie podlegał gwarancji.
| Fragment Kodeksu Cywilnego |
|---|
| DZIAŁ III |
| Gwarancja przy sprzedaży |
| § 4. Jeżeli nie zastrzeżono innego terminu, termin gwarancji wynosi dwa lata licząc od dnia, kiedy rzecz została kupującemu wydana. |
Na jaki czas została wydłużona gwarancja na telewizor, jeśli wykryto w nim usterkę, która została zgłoszona do serwisu 01.03.2019 r., a telewizor był w punkcie serwisowym od 15.03.2019 r. do 15.05.2019 r.?
Ile, zgodnie z przedstawionym zestawieniem potrzeb materiałowych, należy wydać płyt HDF do produkcji brakujących drzwi, jeżeli wszystkie zostały wydane jednorazowo?
| Ilościowo-wartościowe zestawienie potrzeb materiałowych | |||||
|---|---|---|---|---|---|
| Wyszczególnienie | Zapotrzebowanie brutto | Zapas magazynowy [szt.] | Zapotrzebowanie netto | ||
| Liczba [szt.] | Wartość [zł] | Liczba [szt.] | Wartość [zł] | ||
| Drzwi (produkt) | 3 200 | 50 | 3 150 | ||
| Zawias | 9 450 | 20 790,00 | 10 000 | 0 | 0,00 |
| Zamek | 3 150 | 45 675,00 | 2 000 szt. | 1 150 | 16 675,00 |
| Skrzydło (półprodukt) | 3 150 | 1 100 szt. | 2 050 | ||
| Ramiak | 10 250 | 430 500,00 | 8 600 | 1 650 | 69 300,00 |
| Płyta otworowa | 2 050 | 77 900,00 | 3 500 | 0 | 0,00 |
| Płyta HDF | 4 100 | 270 600,00 | 4 000 | 100 | 6 600,00 |
| RAZEM | 3114,00 zł | 54,00 zł | |||
W magazynie znajduje się 7 800 sztuk konserw mięsnych zgodnie z zestawieniem w tabeli. Z której dostawy konserwy powinny być wydane jako pierwsze, jeżeli hurtownia stosuje metodę FEFO wydań magazynowych?
| Stan magazynowy konserw mięsnych | ||||
|---|---|---|---|---|
| Dostawa | Termin dostawy | Termin ważności | Jednostkowa cena ewidencyjna [zł/szt.] | Wielkość dostawy [szt.] |
| 1. | 20 maja 2019 r. | 25 marca 2021 r. | 1,60 | 2 400 |
| 2. | 27 maja 2019 r. | 06 września 2020 r. | 1,50 | 1 600 |
| 3. | 08 czerwca 2019 r. | 12 lipca 2020 r. | 1,55 | 1 800 |
| 4. | 15 czerwca 2019 r. | 31 stycznia 2021 r. | 1,65 | 2 000 |
System EDI pozwala na między innymi
System informatyczny DRP służy do planowania
Wizualną reprezentacją przedstawiającą klasyfikację ABC jest
Która metoda określania wielkości dostaw zapewni realizację dostaw odpowiadających przewidywanemu całkowitemu zapotrzebowaniu w zaplanowanym okresie dla towarów, które charakteryzują się niskimi kosztami utrzymania zapasów oraz wysokimi kosztami realizacji dostawy?
Na którym rysunku jest przedstawione wnętrze magazynu wielokondygnacyjnego?

Obiekty o stałej, przestrzennej konstrukcji, służące do przechowywania różnych asortymentów, które wspierane są przez elementy budowlane, to
Kanał dystrybucyjny, w którym uczestnicy nie są związani stałymi umowami i działają na różnych poziomach, to kanał
Zarządzanie procesem odzyskiwania produktów obejmuje wszystkie wymienione poniżej działania:
Który rodzaj przenośnika przedstawia rysunek?

Produkty maszynowe narażone na korozję powinny być składowane w zamkniętych magazynach
Do magazynu przyjęto 7 000 jednostek ładunkowych. Ile wózków magazynowych trzeba przeznaczyć do strefy przyjęć, aby rozładować środek transportu w ciągu 1 godziny, jeśli jeden wózek może rozładować 25 jednostek ładunkowych w czasie 3 minut?
W kategorii Z analizy XYZ znajduje się oferta
System MRP jest powiązany z planowaniem zapotrzebowania
Przedstawiony znak stosowany do oznakowania ładunku informuje o

Firma zajmująca się logistyką korzysta z informatycznego systemu do zarządzania danymi gospodarczymi, które gromadzi w tabelach oraz w formularzach i raportach. Aby skutecznie przeszukiwać i sortować informacje, najlepiej wykorzystać
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przedstawiony harmonogram czasu pracy kierowców ilustruje liczbę kursów realizowanych przez przedsiębiorstwo logistyczne w ciągu dnia. Wyznacz trasę kierowcy IV zakładając, że każdy z kierowców spędza jednakową liczbę godzin za kierownicą.
| Trasa -X- 220 km | Trasa -Y- 280 km | Trasa -Z- 160 km | Trasa -L- 340 km | Trasa -K- 440 km | Trasa -M- 440 km | Średnia prędkość pojazdu na trasie w km/h |
|---|---|---|---|---|---|---|
| Kierowca I | ——— | Kierowca I | Kierowca I | ——— | ——— | 80 |
| ——— | Kierowca II | ——— | ——— | Kierowca II | ——— | 80 |
| Kierowca III | ——— | Kierowca III | Kierowca III | ——— | ——— | 80 |
| ——— | ——— | ——— | ——— | ——— | ——— | Kierowca IV |
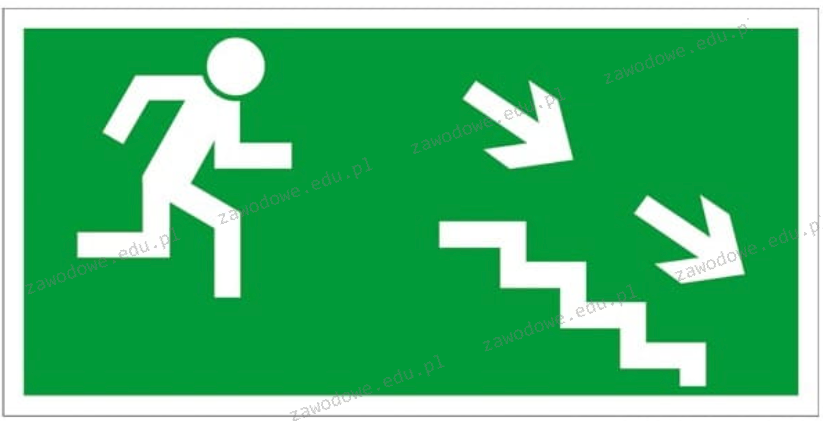
Wszystkie drogi ewakuacyjne w budynkach użyteczności publicznej są oznakowane. Przedstawiony znak oznacza kierunek drogi ewakuacyjnej schodami
W styczniu przedsiębiorstwo poniosło wydatki na produkcję opakowań plastikowych w wysokości 18 020,00 zł. W tym okresie wyprodukowano 5 300 sztuk opakowań. Jakie jest jednostkowe wynagrodzenie za produkcję jednego opakowania w styczniu?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W porcie kontenerowym przyjęto ładunek drobnicowy w postaci 88 palet. Jak długo potrwa rozładunek towaru, jeśli do tego zadania wykorzystano 4 wózki widłowe, a cykl transportowy jednego wózka trwa 2 minuty?
Oblicz jednostkowy koszt utrzymania powierzchni magazynowej na rok, jeśli powierzchnia użytkowa magazynu wynosi 2 000 m2, a roczne wydatki na magazynowanie to 140 000 zł?