Pytanie 1
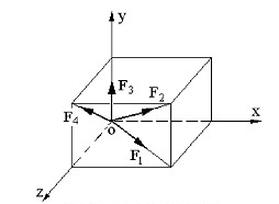
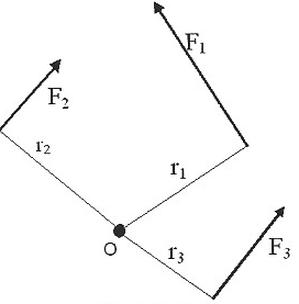
Ile wynosi moment główny układu sił na rysunku względem bieguna O, jeżeli F1 = 100 N, F2=200 N, F3=50 N, r1=3 m, r2=1 m, r3=2 m?
A. 200 N m
B. 100 N m
C. 50 N m
D. 350 N m
Obliczanie momentów układu sił wymaga precyzyjnego zrozumienia kierunków działania sił oraz ich oddziaływania na punkt odniesienia. Jeśli użytkownik wybrał odpowiedzi, które są wartościami innymi niż 200 N m, prawdopodobnie popełnił błąd w obliczeniach lub nie uwzględnił właściwych kierunków momentów. Na przykład, przy obliczeniach często zdarza się, że siły są mylone w kontekście ich kierunku działania. W przypadku siły F1, która działa w kierunku zgodnym z ruchem wskazówek zegara, jej moment powinien być dodany, a nie odjęty. Przykładowo, jeśli ktoś obliczył moment na podstawie wartości 100 N m, mógł zignorować wpływ innych sił, co prowadzi do zaniżenia wyniku. Z kolei odpowiedzi na poziomie 350 N m mogą wynikać z błędnego założenia, że wszystkie momenty działają w jednym kierunku, co jest niezgodne z fizycznymi zasadami równowagi sił. Kluczowe jest, aby prawidłowo zidentyfikować i zinterpretować działające siły oraz ich ramiona, co ma bezpośredni wpływ na stabilność układów mechanicznych. Prawidłowe podejście do zagadnień związanych z momentem głównym sił jest niezbędne nie tylko w inżynierii, ale również w analizie ruchów maszyn oraz konstrukcji budowlanych.