Pytanie 1
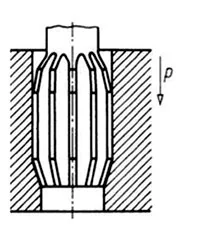
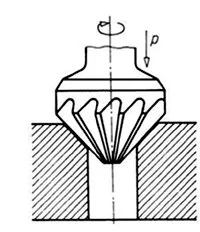
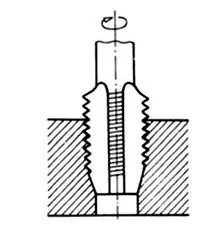
We wnętrzu koła powinno się wykonać uzębienie
A. na dłutownicy Fellowsa
B. na dłutownicy Sunderlanda
C. na frezarce obwiedniowej
D. na dłutownicy Maaga
Wykonywanie uzębienia wewnętrznego koła na frezarce obwiedniowej nie jest odpowiednim rozwiązaniem, ponieważ frezarki tego typu są zaprojektowane do obróbki powierzchni płaskich i kształtów o dużych promieniach, ale nie do precyzyjnego formowania detali z wewnętrznymi uzębieniami. Dłutownice Maaga i Sunderlanda również nie są dedykowane do tego celu, ponieważ są to maszyny, które w szczególności specjalizują się w obróbce prostych krawędzi lub detali o dużych rozmiarach. Ich konstrukcja oraz sposób działania nie pozwalają na uzyskanie wymaganego stopnia precyzji i dokładności, które są kluczowe przy produkcji uzębienia wewnętrznego. Użytkownicy mogą popełniać błąd, zakładając, że dowolna maszyna skrawająca nadaje się do obróbki skomplikowanych detali. Takie podejście prowadzi do wyższych kosztów produkcji oraz obniżenia jakości finalnych produktów. W praktyce, wybór maszyny powinien być podyktowany analizą technologii obróbczej oraz specyfiką materiału, z którego wykonany jest dany komponent. Właściwe zrozumienie zasad produkcji detali z uzębieniem wewnętrznym pozwala na optymalizację procesów produkcyjnych oraz zmniejszenie ryzyka błędów i wadliwych komponentów.