Pytanie 1
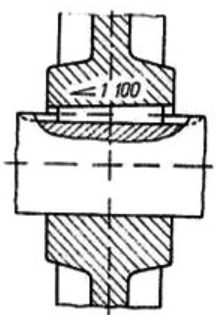
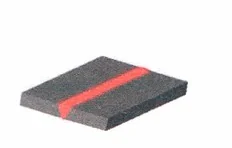
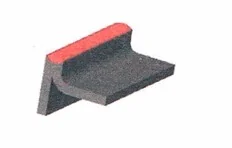
Zapis nad linią odniesienia oznacza, że wskazane powierzchnie przedmiotu (patrz rysunek) należy poddać obróbce
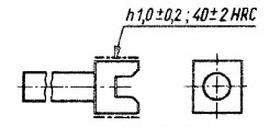
A. cieplnej.
B. galwanicznej.
C. skrawaniem.
D. plastycznej.
Wybór odpowiedzi związanych z galwanizacją, skrawaniem lub obróbką plastyczną jest błędny, ponieważ każda z tych metod odnosi się do innych procesów technologicznych o odmiennych celach i efektach. Galwanizacja to proces, w którym warstwa metalu jest osadzana na powierzchni innego metalu poprzez elektrolizę, co ma na celu poprawę odporności na korozję, a nie zwiększenie twardości materiału. Odpowiedzi na skrawanie lub obróbkę plastyczną sugerują mechaniczne zmiany kształtu lub wymiarów materiału, ale nie dotyczą one zmiany jego twardości, która jest kluczowym wskaźnikiem dla obróbki cieplnej. Typowym błędem myślowym jest utożsamianie twardości z innymi właściwościami mechanicznymi, takimi jak plastyczność czy odporność na ścieranie, co prowadzi do mylnego wniosku, że można zastosować inne metody obróbcze. Twardość materiału mierzona w skali Rockwella bezpośrednio wskazuje na potrzebę zastosowania obróbki cieplnej, co jest standardem w branży metalowej. Zrozumienie różnic między tymi procesami jest kluczowe dla właściwego doboru metod obróbczych w praktyce inżynieryjnej.