Pytanie 1
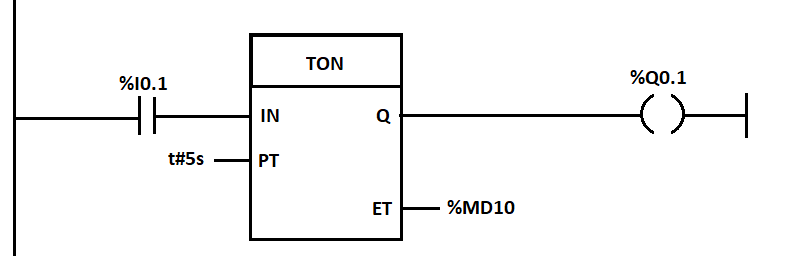
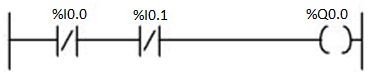
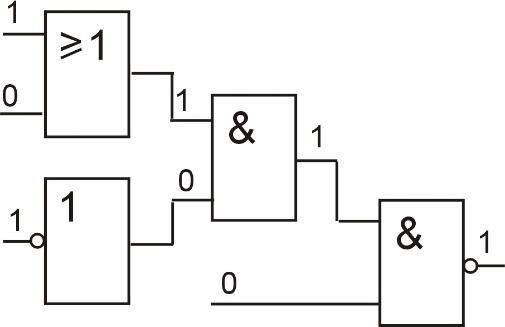
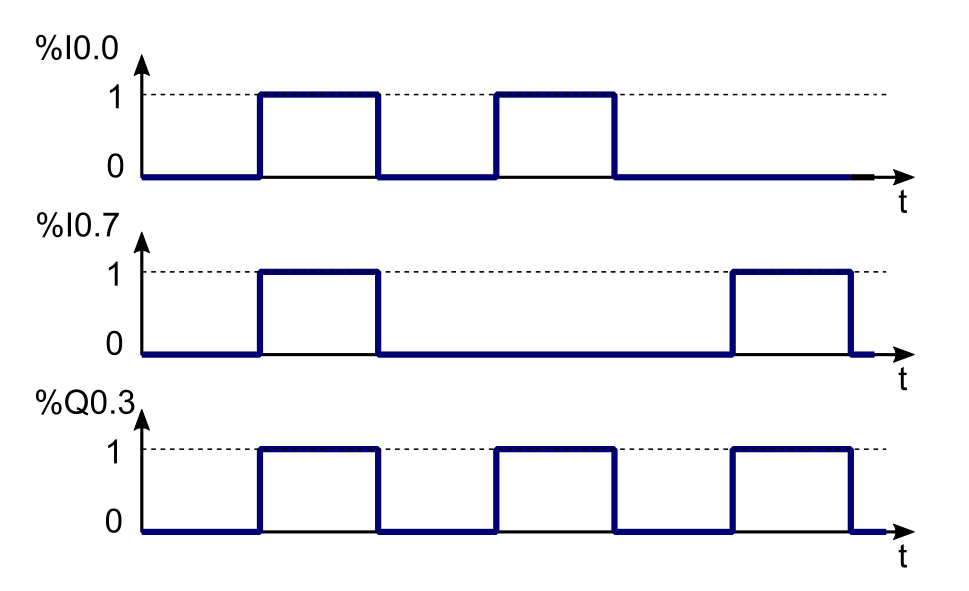
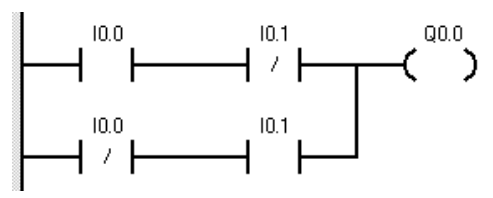
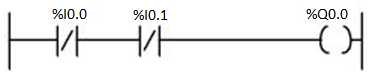
Którą funkcję logiczną realizuje program zapisany w pamięci sterownika PLC przedstawiony na rysunku?
A. OR.
B. NAND.
C. NOR.
D. XOR.
Funkcja NOR, którą realizuje ten program PLC, jest jedną z podstawowych funkcji logicznych używanych w automatyce. Działa na zasadzie negacji funkcji OR. Aby wynik był prawdziwy (czyli aktywować wyjście), oba wejścia muszą być nieaktywne. Gdy chociaż jedno wejście jest aktywne, wyjście pozostaje nieaktywne. Zastosowanie tego logicznego operatora znajduje się często w układach zabezpieczeń, gdzie wymagane jest, by żaden z czujników nie był aktywowany, by umożliwić dalsze działanie maszyny. Moim zdaniem, NOR jest bardzo przydatny, gdy potrzebujemy prostego i niezawodnego sposobu na monitorowanie kilku sygnałów jednocześnie. W praktyce przemysłowej takie rozwiązania są zgodne z normami bezpieczeństwa, co jest kluczowe w dzisiejszych czasach. Dodatkowo, dla początkujących programistów PLC, nauka operowania funkcjami NOR może pomóc zrozumieć bardziej skomplikowane układy logiczne, gdzie operacje negacji są często stosowane. Równocześnie, praktyczne zastosowanie tego typu funkcji można zaobserwować w systemach sterowania procesami, gdzie wymagane jest, aby wszystkie warunki były spełnione do wyzwolenia pewnej akcji.