Pytanie 1
Który wynik pomiaru rezystancji żyły przewodu YLY 3x10 mm² o długości około 8 m wskazuje na jej ciągłość?
A. Wynik 3
B. Wynik 2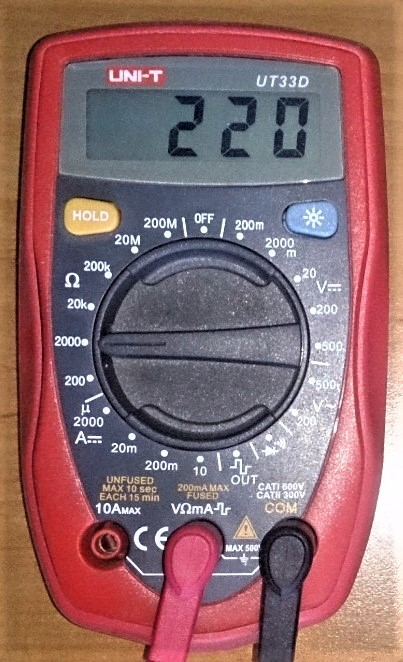
C. Wynik 1
D. Wynik 4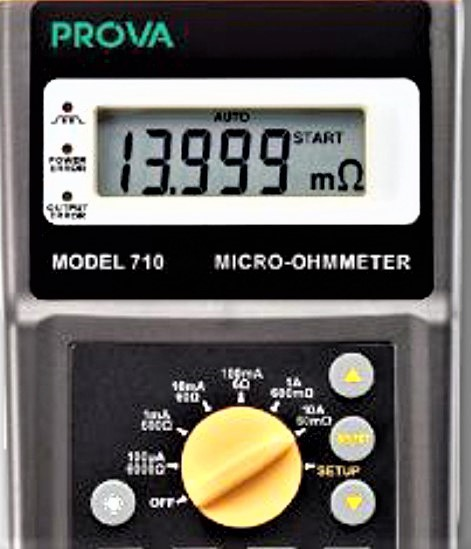
Nieprawidłowe wyniki (1, 2 i 4) wynikają z błędnej interpretacji pomiaru rezystancji lub z zastosowania niewłaściwej skali przyrządu. W pierwszym przypadku multimetr pokazuje 9,94 Ω – to zdecydowanie zbyt dużo, jak na przewód miedziany o długości zaledwie 8 metrów i przekroju 10 mm². Dla takiego przewodu opór powinien być praktycznie pomijalny (rzędu miliomów). Odczyt w granicach 10 Ω oznaczałby poważne uszkodzenie żyły lub brak dobrego styku przewodów pomiarowych. W drugim wyniku (220 Ω) sytuacja jest jeszcze bardziej oczywista – taka rezystancja wskazuje na przerwę w obwodzie lub całkowity brak ciągłości przewodu. Multimetr w tym zakresie po prostu pokazuje wartość bliską nieskończoności, czyli otwarty obwód. Wynik czwarty, 13,999 mΩ, jest z kolei zbyt mały w stosunku do możliwości typowego przewodu i pomiaru, sugeruje użycie mikroohmmetru o wysokiej dokładności, ale dla długości 8 metrów i przekroju 10 mm² rzeczywisty opór wynosi około 0,013 Ω – a więc wartość byłaby widoczna dopiero po przeliczeniu jednostek, co może prowadzić do mylnej interpretacji. Częsty błąd wśród uczniów to nieuwzględnienie skali odczytu i jednostek (Ω, kΩ, mΩ). W praktyce, aby potwierdzić ciągłość przewodu, wynik powinien mieścić się poniżej 1 Ω – to prosta zasada, którą stosują elektrycy podczas przeglądów i pomiarów odbiorczych instalacji.