Pytanie 1
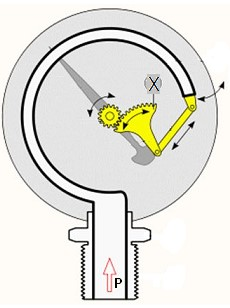
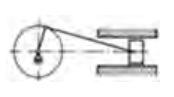
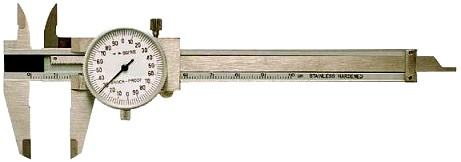
Symbol wskazany strzałką oznacza, że miernik elektryczny ma ustrój pomiarowy

A. magnetoelektryczny.
B. elektromagnetyczny.
C. indukcyjny.
D. elektrodynamiczny.
Symbol widoczny na dole po lewej stronie tego miernika – taka podkówka z pionową kreską – to charakterystyczne oznaczenie ustroju magnetoelektrycznego. Moim zdaniem to jedno z najbardziej rozpoznawalnych oznaczeń w świecie elektromechaniki pomiarowej. Ustrój magnetoelektryczny działa na zasadzie oddziaływania magnesu stałego i ruchomej cewki, przez którą przepływa prąd. Ten typ ustroju jest bardzo precyzyjny przy pomiarach prądu stałego, bo wskazanie jest proporcjonalne do wartości prądu. Często używany w amperomierzach i woltomierzach prądu stałego, bo praktycznie nie reaguje na prąd przemienny – wskazówka wtedy stoi w miejscu. W praktyce, jeśli masz do czynienia z automatyką przemysłową czy diagnostyką instalacji elektrycznych, to właśnie po tym symbolu szybko rozpoznasz, z jakim typem miernika masz do czynienia i jakie są jego ograniczenia. Branżowe normy, np. PN-EN 60051, zalecają stosowanie jasnych symboli dla uniknięcia pomyłek podczas obsługi sprzętu. Warto też pamiętać, że ustroje magnetoelektryczne są bardzo czułe i mają stosunkowo niewielki pobór prądu, co ułatwia dokładne pomiary. Trochę szkoda, że nie da się ich stosować do pomiaru prądu przemiennego bez dodatkowych prostowników, ale taka już ich specyfika. Jeśli ktoś myśli o karierze w energetyce czy automatyce, to taka wiedza przydaje się na co dzień — nawet przy prostych czynnościach serwisowych.