Pytanie 1
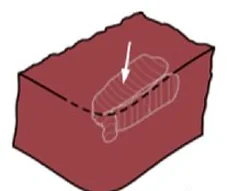
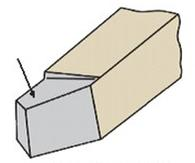
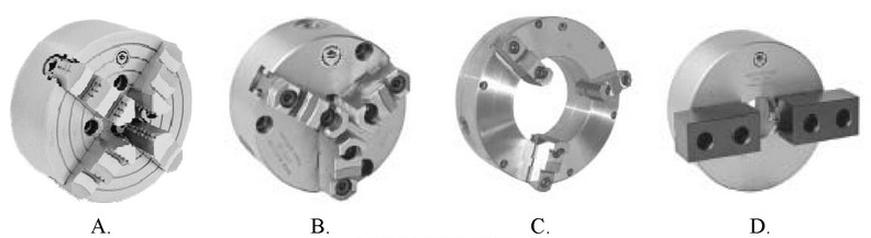
Który z przedstawionych symboli graficznych jest oznaczeniem zabieraka stałego?

A. D.
B. A.
C. B.
D. C.
Symbol graficzny oznaczony literą A przedstawia zabierak stały, co jest kluczowym elementem w mechanice. Zabieraki stałe są używane w różnorodnych aplikacjach mechanicznych do przenoszenia ruchu obrotowego, dzięki czemu zapewniają niezawodne połączenie między współpracującymi elementami maszyn. Przykładem zastosowania zabieraka stałego jest mechanizm w przekładniach, gdzie umożliwia on transfer momentu obrotowego z wału napędowego do elementów odbiorczych bez ryzyka ich rozłączenia. W rysunkach technicznych i schematach mechanicznych, zabieraki stałe są powszechnie reprezentowane w taki sposób, aby były łatwe do zidentyfikowania dla inżynierów i techników. Dobór odpowiednich symboli graficznych jest istotny zgodnie z normami ISO oraz standardami branżowymi, które określają zasady oznaczania komponentów w dokumentacji technicznej. Znajomość takich symboli jest fundamentalna i pozwala na prawidłowe odczytywanie rysunków technicznych, co jest niezbędne w procesie projektowania i wytwarzania maszyn.