Pytanie 1
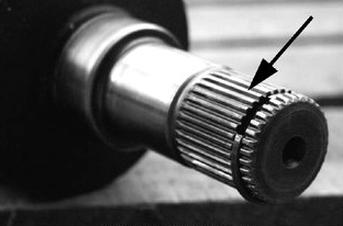
Z którego materiału wykonano płytkę skrawającą przedstawioną na ilustracji?

A. Z węglików spiekanych.
B. Ze stali węglowej.
C. Z aluminium hutniczego.
D. Z żeliwa szarego.
Stal węglowa, żeliwo szare oraz aluminium hutnicze to materiały, które często mogą być mylone z węglikami spiekanymi, ale ich właściwości fizyczne i mechaniczne są znacznie gorsze w kontekście narzędzi skrawających. Stal węglowa, chociaż jest materiałem stosunkowo twardym, ma ograniczoną odporność na ścieranie oraz wysoką temperaturę, co sprawia, że w warunkach intensywnej obróbki nie sprawdza się najlepiej. Ponadto, stal węglowa może ulegać utlenieniu i korozji, co dodatkowo ogranicza jej użyteczność w dłuższej perspektywie czasowej. Żeliwo szare z kolei charakteryzuje się większą kruchością, co czyni je nieodpowiednim do skrawania, gdzie wymagane są elastyczność i odporność na zmęczenie. Aluminium hutnicze, chociaż lekkie i łatwe do formowania, ma zbyt niską twardość, aby skutecznie skrawać inne metale. Wybór niewłaściwego materiału do produkcji narzędzi skrawających prowadzi do szybszego zużycia narzędzia, gorszej jakości obróbki oraz zwiększenia kosztów konserwacji. W kontekście najlepszych praktyk przemysłowych, zrozumienie właściwości materiałów i ich zastosowań jest kluczowe dla wyboru odpowiednich narzędzi, co pozwala na optymalizację procesów produkcyjnych i redukcję kosztów.