Pytanie 1
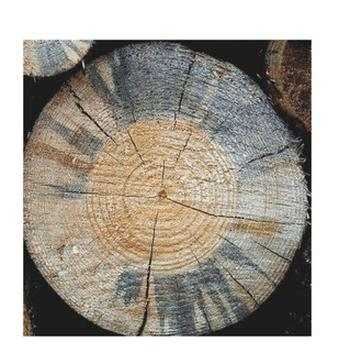
Pył drzewny jest czynnikiem
A. rakotwórczym.
B. infekcyjnym.
C. epidemicznym.
D. neutralnym.
Pył drzewny w środowisku pracy bywa często mylnie oceniany, bo kojarzy się z materiałem naturalnym i „zdrowym”, w przeciwieństwie do chemii lakierniczej czy klejów. Z tego powodu niektórzy uznają go za czynnik raczej neutralny, najwyżej trochę uciążliwy. To typowy błąd myślowy: utożsamianie tego, co naturalne, z tym, co bezpieczne. W rzeczywistości pył drzewny, szczególnie z twardych gatunków liściastych, jest klasyfikowany jako czynnik rakotwórczy i wymaga takiej samej powagi jak inne substancje niebezpieczne stosowane w zakładzie. Nie jest on też czynnikiem epidemicznym ani infekcyjnym. Epidemia dotyczy chorób zakaźnych, które szerzą się pomiędzy ludźmi lub zwierzętami, a za rozwój takich chorób odpowiadają drobnoustroje: wirusy, bakterie, grzyby, pasożyty. Pył drzewny sam w sobie nie przenosi chorób zakaźnych i nie jest patogenem, więc nie spełnia definicji czynnika infekcyjnego. Oczywiście na zabrudzonych, zaniedbanych powierzchniach w zakładzie mogą rozwijać się pleśnie czy bakterie, ale to zupełnie inny problem niż sam pył jako taki. Kluczowe jest zrozumienie, że klasyfikacja czynnika rakotwórczego opiera się na długotrwałym działaniu na organizm, głównie przez wdychanie. Drobny pył potrafi docierać głęboko do układu oddechowego, podrażnia błony śluzowe, powoduje przewlekłe zapalenia, a przy wieloletniej ekspozycji zwiększa ryzyko nowotworów. Z mojego doświadczenia w warsztatach szkolnych widać, że jeśli nie ma sprawnego odciągu, pył „wisi” w powietrzu jeszcze długo po zakończeniu obróbki, co oznacza realne narażenie dla pracujących. Dlatego dobre praktyki BHP kładą nacisk na skuteczne systemy odpylania, wentylację ogólną, regularne przeglądy instalacji oraz szkolenie pracowników z zagrożeń związanych z wdychaniem pyłów. Traktowanie pyłu drzewnego jako neutralnego albo mylenie go z czynnikiem epidemicznym czy infekcyjnym powoduje, że bagatelizuje się potrzebę stosowania ochrony dróg oddechowych i organizacji bezpiecznego stanowiska pracy, a to w dłuższej perspektywie może mieć bardzo poważne skutki zdrowotne.