Pytanie 1
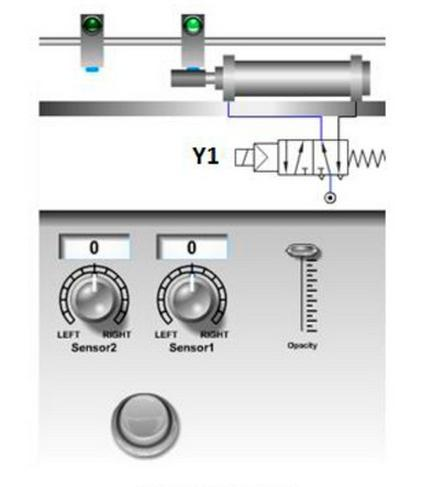
Pokazany na rysunku układ sterowania siłownikiem pneumatycznym składa się z dwóch czujników położenia i sterownika PLC. Układ uruchamiany jest przyciskiem monostabilnym. Ile wejść i wyjść cyfrowych należy wykorzystać w sterowniku?
A. 1 wejście, 1 wyjście.
B. 2 wejścia, 2 wyjścia.
C. 1 wejście, 3 wyjścia.
D. 3 wejścia, 1 wyjście.
Odpowiedź, która wskazuje na 3 wejścia i 1 wyjście, jest poprawna z kilku powodów. W opisywanym układzie sterowania siłownikiem pneumatycznym mamy do czynienia z dwoma czujnikami położenia, które pełnią kluczową rolę w monitorowaniu stanu siłownika. Każdy z tych czujników generuje sygnał informujący o aktualnej pozycji elementu roboczego, co wymaga przypisania jednego wejścia cyfrowego w sterowniku PLC do każdego czujnika. Dodatkowo, przycisk monostabilny, który uruchamia cały system, również wymaga osobnego wejścia cyfrowego, aby sterownik mógł prawidłowo interpretować jego sygnał aktywacji. W sumie daje to 3 wejścia cyfrowe. Siłownik pneumatyczny, który jest kontrolowany przez system, potrzebuje jednego wyjścia cyfrowego dla aktywacji zaworu, co finalizuje naszą konfigurację jako 3 wejścia i 1 wyjście. Tego rodzaju podejście do projektowania układów sterowania jest zgodne z najlepszymi praktykami inżynieryjnymi i standardami automatyki, które zalecają klarowne i efektywne zarządzanie sygnałami oraz ich przyporządkowanie w systemach PLC.