Pytanie 1
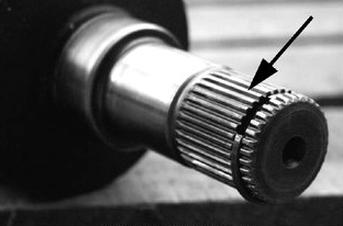
Strzałką na przedstawionej ilustracji wskazano elementy czopa wału, które zostały wykonane w operacji
A. piłowania.
B. frezowania.
C. toczenia.
D. radełkowania.
Wybór odpowiedzi odnośnie toczenia, radełkowania lub piłowania jest błędny z kilku powodów. Toczenie to proces obróbczy polegający na obracaniu przedmiotu obrabianego wokół własnej osi, co prowadzi do tworzenia cylindrycznych kształtów, a nie rowków, jakie można zaobserwować na przedstawionej ilustracji. W tym przypadku toczenie byłoby niewłaściwą metodą, ponieważ nie generuje charakterystycznych rowków. Radełkowanie to proces, który również nie jest odpowiedni w tym kontekście, ponieważ polega na wytwarzaniu wzorów na powierzchni za pomocą narzędzi radełkowych. Choć może prowadzić do powstawania faktur, nie jest to sposób na uzyskanie równoległych rowków widocznych na ilustracji. Piłowanie, z drugiej strony, polega na cięciu materiału za pomocą piły i nie jest w stanie wytworzyć precyzyjnych rowków jak ma to miejsce w procesie frezowania. Typowym błędem myślowym przy wyborze tych odpowiedzi jest pomylenie charakterystyki poszczególnych procesów obróbczych oraz ich efektów wizualnych. Każda z tych metod ma swoje specyficzne zastosowanie i efekty, które nie są zgodne z tym, co widzimy na czopie wału. Aby uniknąć takich pomyłek, ważne jest zrozumienie podstawowych zasad obróbki skrawaniem oraz praktycznych zastosowań różnych technik.