Pytanie 1
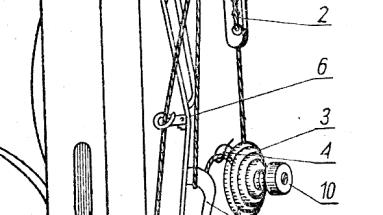
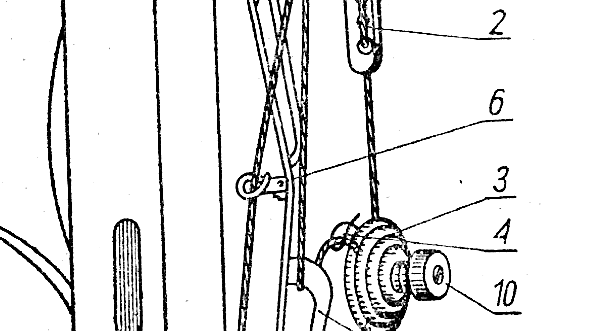
Element maszyny szyjącej oznaczony na ilustracji numerem 3 to
A. talerzyki naprężacza.
B. dociągacz.
C. uszko igielnicy.
D. wodzik.
Element maszyny szyjącej oznaczony na ilustracji numerem 3 to rzeczywiście talerzyki naprężacza. I powiem Ci szczerze, że to jeden z tych elementów, który w praktyce krawieckiej ma ogromne znaczenie. Talerzyki naprężacza służą do regulacji napięcia nici górnej – od tego zależy, czy ścieg będzie równy i estetyczny, a sama nitka nie będzie się plątać, pękać albo wychodzić za luźno. Fachowcy zwykle podkreślają, że umiejętna regulacja naprężacza to podstawa obsługi każdej maszyny – bez tego nie ma mowy o bezproblemowym szyciu. Z doświadczenia wiem, że nawet drobne zabrudzenia czy nierówności na talerzykach od razu widać w jakości ściegu. Dlatego zaleca się regularną konserwację i czyszczenie tego elementu. Branżowe standardy wręcz mówią jasno: prawidłowa regulacja naprężacza powinna być wykonywana przy każdej zmianie nici albo materiału – i wcale nie jest to przesada! W praktyce zawodowej często spotykam się z sytuacją, że nowicjusze zapominają o tym i potem mają problem z przepuszczaniem ściegu. Moim zdaniem talerzyki naprężacza to taki mały, ale bardzo „charakterny” detal maszyny, który warto dobrze poznać – bo szybciej naprawisz usterkę i unikniesz żmudnego prucia szwów.