Pytanie 1
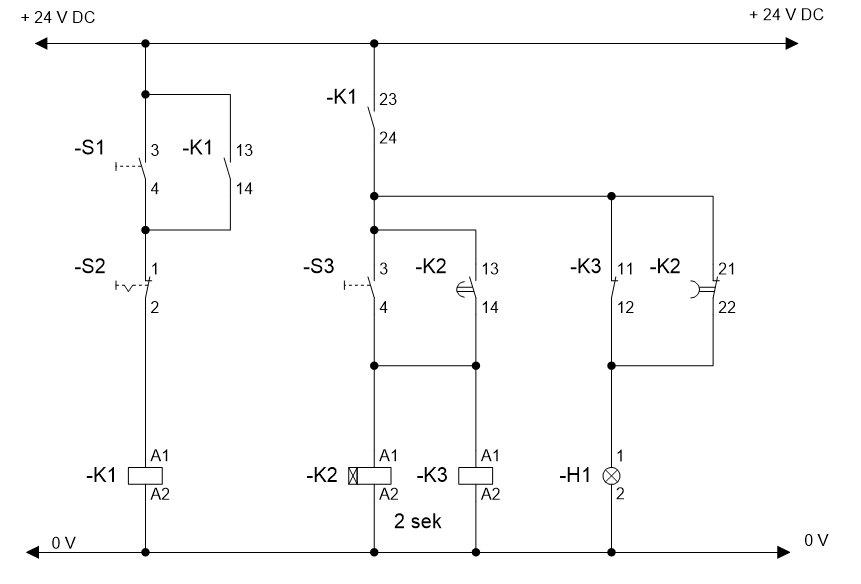
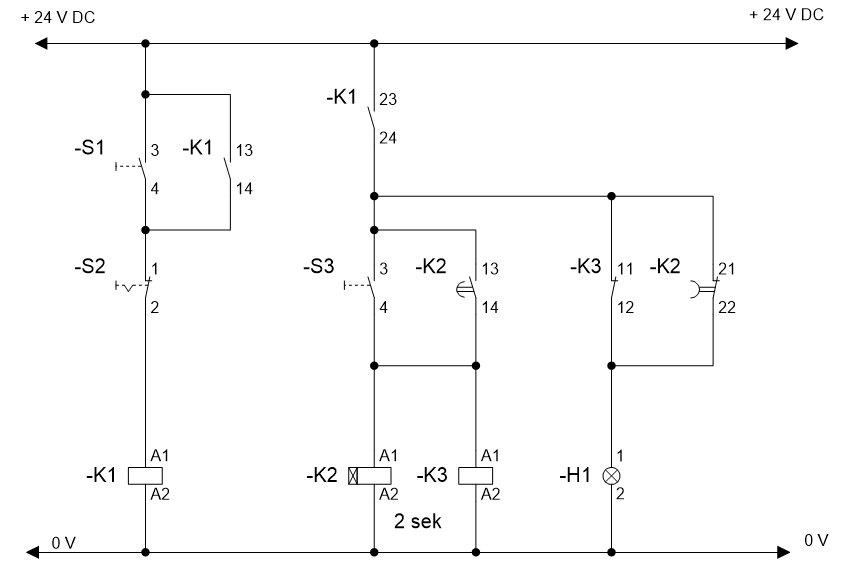
Którą z wymienionych korekt należy wprowadzić w układzie, aby sygnalizator H1 migał z częstotliwością 0,5 Hz i wypełnieniem 50%?
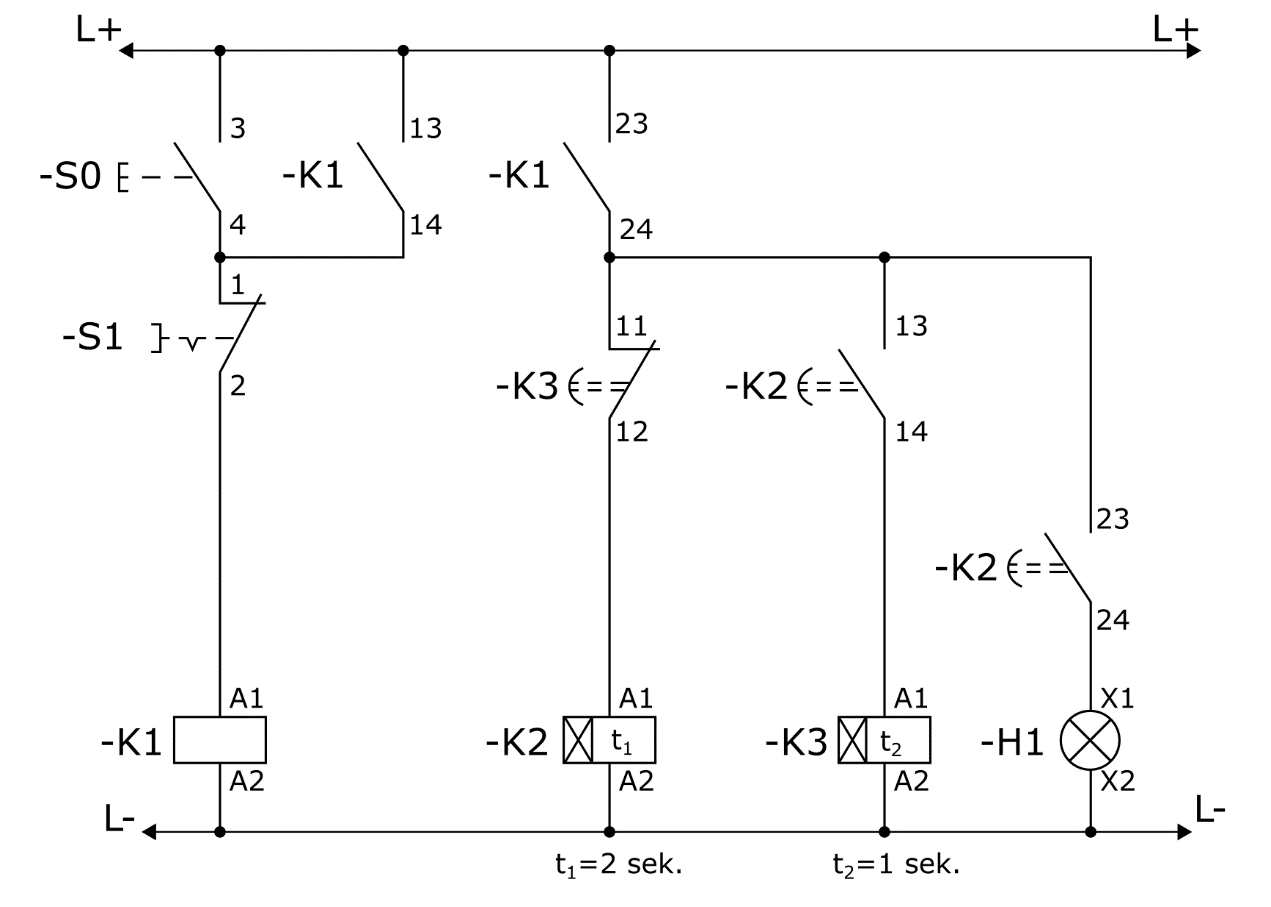
A. Zmiana ustawień czasu z 2 na 1 sekundę na przekaźniku czasowym -K2.
B. Zmiana ustawień czasu z 1 na 3 sekundy na przekaźniku czasowym -K3.
C. Ustawienie czasu 2 sekundy na obu przekaźnikach -K2 i -K3.
D. Ustawienie czasu 0,5 sekundy na obu przekaźnikach -K2 i -K3.
W przypadku układów migaczy czasowych często pojawia się pokusa prostego skracania lub wydłużania czasów na przekaźnikach, ale bez precyzyjnej analizy bardzo łatwo popełnić błąd logiczny. Ustawienie różnych wartości na przekaźnikach, np. 0,5 sekundy na obu lub 2 sekundy na obu, może wydawać się dobrym pomysłem, lecz prowadzi do zupełnie innych efektów sygnału niż wymagane 0,5 Hz i wypełnienie 50%. W praktyce, jeśli ustawisz 0,5 sekundy na obu przekaźnikach, to cały cykl trwa tylko sekundę (dwie połowy po 0,5 s), a częstotliwość wynikowa to 1 Hz, a nie 0,5 Hz. To typowy błąd – mylenie częstotliwości z okresem, szczególnie w zadaniach z automatyką. Z kolei ustawienie 2 sekund na obu przekaźnikach wydłuża cykl do 4 sekund, co daje częstotliwość 0,25 Hz, czyli sygnał miga dużo wolniej niż zakładano. Jeszcze innym problemem jest wymiana tylko jednego czasu – zmiana na przekaźniku -K3 z 1 do 3 sekund, bez korekty drugiego, powoduje nierówne wypełnienie. Lampka świeci wtedy przez 3 sekundy, a gaśnie tylko na 1 sekundę, co nie daje pożądanego migania pół na pół. Z mojego doświadczenia w serwisowaniu maszyn wynika, że dokładne rozpisanie okresu i zrozumienie, jaki czas odpowiada za świecenie, a jaki za wygaszenie, jest kluczowe. Standardy branżowe, takie jak PN-EN 60204-1, wyraźnie wskazują na konieczność zachowania określonych parametrów sygnału w układach sterowania, by uniknąć nieporozumień i zapewnić czytelność sygnalizacji. Dużo osób skupia się tylko na jednym parametrze, np. długości świecenia, a pomija całość cyklu, co prowadzi do nietrafionych ustawień. W automatyce przemysłowej liczy się precyzja i świadomość, jak poszczególne ustawienia przekładają się na parametry sygnału – dlatego zawsze warto rozpisać sobie cały cykl i dokładnie sprawdzić sumę czasów oraz ich proporcje, zanim przystąpi się do programowania lub regulacji przekaźników czasowych.