Pytanie 1
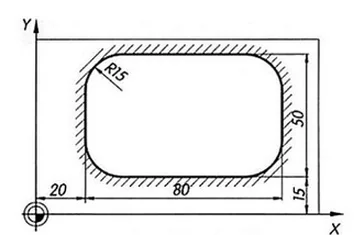
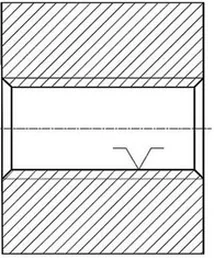
Na rysunku przedstawiono oznaczenie punktu

A. zerowego obrabiarki.
B. zerowego przedmiotu.
C. odniesienia narzędzia.
D. wyjściowego obrabiarki.
Punkt zerowy przedmiotu jest kluczowym elementem w obróbce CNC, gdyż definiuje on odniesienie dla wszystkich kolejnych operacji. Jego poprawne oznaczenie jest niezbędne do precyzyjnego umiejscowienia narzędzia w stosunku do obrabianego materiału. Na przykład, w procesie frezowania, punkt zerowy przedmiotu pozwala na określenie, od której pozycji narzędzie ma rozpocząć obróbkę. W standardach ISO 6983, które regulują programowanie maszyn CNC, szczegółowo opisano, jak powinien być ustalany punkt zerowy przedmiotu. W praktyce, błędne ustawienie tego punktu może prowadzić do nieprawidłowej obróbki, co z kolei pociąga za sobą straty materiałowe oraz czasowe. Utrzymywanie wysokiej precyzji w oznaczeniu punktu zerowego to nie tylko kwestia jakości, ale także bezpieczeństwa w trakcie procesu produkcyjnego.