Pytanie 1
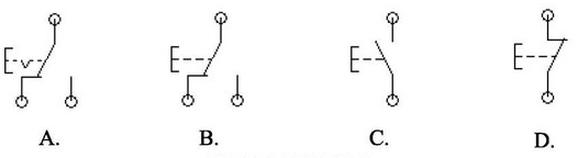
Który symbol należy zastosować, rysując na schemacie układu hydraulicznego zawór sterujący przepływem 4/2?

A. B.
B. D.
C. C.
D. A.
Zawór sterujący przepływem 4/2 jest kluczowym elementem w hydraulice, który pozwala na kontrolowanie kierunku przepływu cieczy w systemach hydraulicznych. Odpowiedź C. jest prawidłowa, ponieważ przedstawia zawór o czterech przewodach i dwóch pozycjach, co jest zgodne z definicją zaworu 4/2. W praktyce oznacza to, że zawór ten może kierować przepływ cieczy do dwóch różnych obiegów, co jest niezbędne w aplikacjach, takich jak siłowniki hydrauliczne, które potrzebują zmiany kierunku ruchu. W kontekście branżowych standardów, zawory te są często rysowane zgodnie z normami ISO 1219, które definiują symbole używane w schematach hydraulicznych. Zrozumienie tego, jak poprawnie przedstawiać zawory na schematach, jest kluczowe dla tworzenia czytelnych i zrozumiałych dokumentów inżynieryjnych, co ułatwia zarówno projektowanie, jak i konserwację systemów hydraulicznych.