Pytanie 1
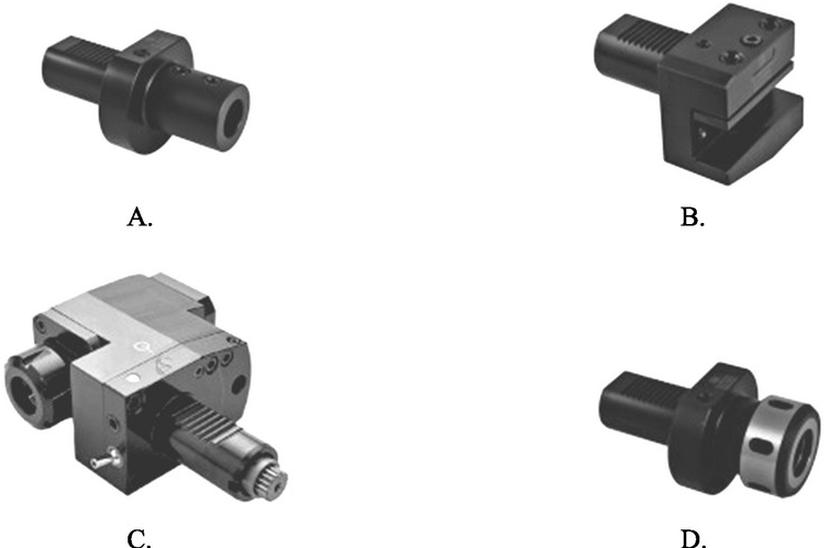
Do wykonania rowków teowych stosuje się w pierwszej kolejności frez trzpieniowy, a następnie frez pokazany na zdjęciu oznaczonym literą
A. B.
B. D.
C. A.
D. C.
Frez teowy oznaczony literą D jest odpowiednim narzędziem do wykonywania rowków teowych. W procesie obróbki materiałów, stosowanie freza trzpieniowego jako pierwszego kroku jest kluczowe do wstępnego modelowania materiału, co zapewnia precyzyjne przygotowanie pod dalszą obróbkę. Frezy teowe, wykorzystywane do finalnego wykończenia rowków, charakteryzują się unikalną konstrukcją – ich kształt i geometria ostrzy są zoptymalizowane do tworzenia rowków o specyficznych kształtach i wymiarach. W praktyce, takie narzędzia są szeroko stosowane w branży stolarskiej i metalowej, gdzie precyzyjne rowki są niezbędne do łączenia elementów w sposób zapewniający trwałość i estetykę. Przykładem zastosowania frezów teowych jest wytwarzanie połączeń na wręby, które są często stosowane w meblarstwie oraz budownictwie. Warto również zauważyć, że zgodnie z najlepszymi praktykami, należy dobierać odpowiednie parametry obróbcze, takie jak prędkość obrotowa oraz posuw, aby zminimalizować ryzyko uszkodzenia narzędzi oraz materiału.