Pytanie 1
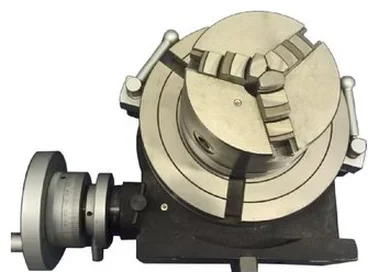
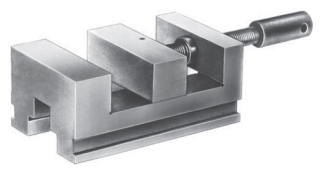
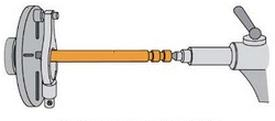
Którą obrabiarkę do obróbki skrawaniem przedstawiono na zdjęciu?

A. Dłutownicę.
B. Strugarkę.
C. Frezarkę poziomą.
D. Tokarkę karuzelową.
Tokarka karuzelowa to maszyna do obróbki skrawaniem, która charakteryzuje się dużą, poziomą płytą roboczą. Jej konstrukcja umożliwia obrabianie dużych przedmiotów cylindrycznych, takich jak wały, tłoki czy korpusy. W tokarkach karuzelowych elementy obrabiane są mocowane do pionowej osi, co pozwala na precyzyjne skrawanie przy dużych prędkościach. Jest to maszyna niezwykle cenna w przemyśle ciężkim, gdzie obróbka dużych detali jest niezbędna. Standardy branżowe zalecają stosowanie tokarek karuzelowych, gdyż zapewniają one wysoką jakość wykończenia powierzchni oraz efektywność produkcji. W praktyce, tokarka karuzelowa może być wykorzystywana do obróbki detali wymagających zastosowania specjalistycznych narzędzi skrawających, co odpowiada potrzebom współczesnych fabryk oraz warsztatów. Jej wszechstronność sprawia, że jest niezastąpiona w produkcji seryjnej oraz w pracach prototypowych, gdzie istotna jest precyzja i szybkość obróbki.