Pytanie 1
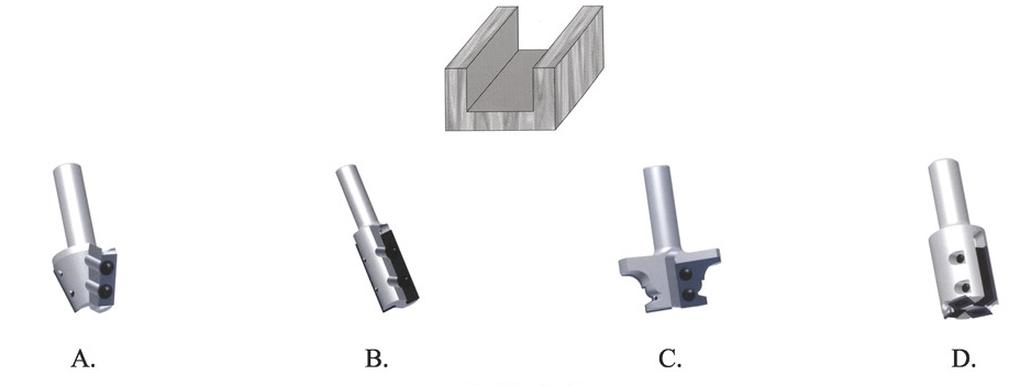
Którą kolejność czynności i operacji technologicznych należy zachować podczas wykonywania gniazd pokazanych na rysunku?
A. Dłutowanie, czyszczenie, przycięcie, trasowanie.
B. Czyszczenie, trasowanie, przycięcie, dłutowanie.
C. Trasowanie, przycięcie, dłutowanie, czyszczenie.
D. Przycięcie, trasowanie, dłutowanie, czyszczenie.
Poprawna odpowiedź to trasowanie, przycięcie, dłutowanie, czyszczenie, co jest zgodne z najlepszymi praktykami w obróbce drewna. Rozpoczynając od trasowania, nanosisz oznaczenia na materiale, co jest kluczowe dla precyzyjnego wykonania gniazd. Zastosowanie odpowiednich narzędzi do trasowania, jak ołówek i linijka, zapewnia, że wymiary są dokładne i spełniają wymagania projektu. Kolejnym krokiem jest przycięcie drewna do wymaganych wymiarów. Użycie piły, takiej jak piła tarczowa lub ręczna, pozwala na uzyskanie czystych linii cięcia. Dłutowanie, będące procesem usuwania nadmiaru materiału, wymaga precyzyjnych narzędzi, takich jak dłuta i młotki, aby formować gniazda według oznaczeń. Na końcu, czyszczenie powierzchni pozwala na usunięcie wszelkich pozostałości materiału, co jest niezbędne do uzyskania estetycznego i funkcjonalnego efektu końcowego. Taka kolejność operacji nie tylko zwiększa efektywność pracy, ale również minimalizuje ryzyko błędów.