Pytanie 1
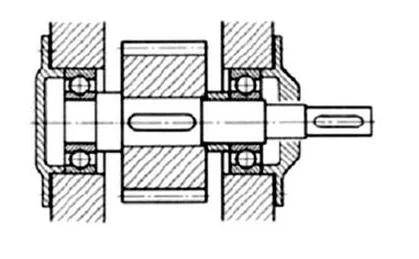
Rysunek zawiera dane dotyczące parametrów obróbki cieplno-chemicznej?
A. montażowy
B. złożeniowy
C. wykonawczy
D. schematowy
Rysunek wykonawczy jest kluczowym dokumentem w procesie obróbki cieplno-chemicznej, gdyż szczegółowo przedstawia wszystkie parametry i wymagania niezbędne do prawidłowego wykonania danego procesu. W tego typu rysunkach znajdują się informacje dotyczące temperatur, czasów obróbczych, atmosfery stosowanej podczas obróbki, a także szczegółowe instrukcje dotyczące użycia odpowiednich materiałów i urządzeń. W praktyce, rysunki wykonawcze są wykorzystywane nie tylko do celów produkcyjnych, ale również w procesach kontroli jakości, gdzie dokładność wykonania zgodnie z dokumentacją jest kluczowa. W branży metalurgicznej i materiałowej, normy takie jak ISO 9001 czy ASTM E292 dostarczają wytycznych dotyczących dokumentacji technicznej, co podkreśla znaczenie rysunków wykonawczych w zapewnieniu wysokiej jakości i zgodności procesów technologicznych.