Pytanie 1
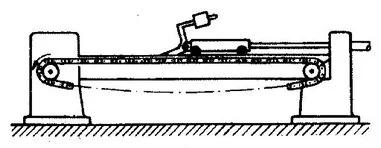
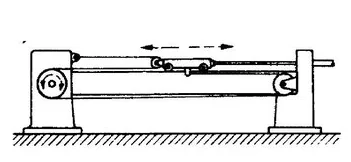
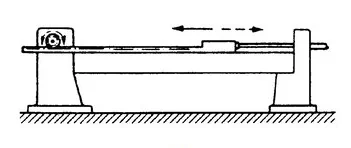
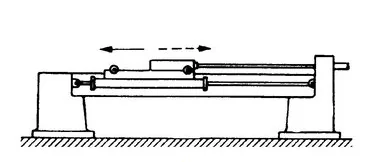
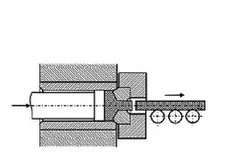
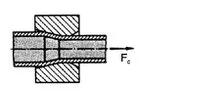
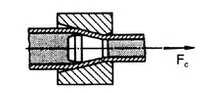
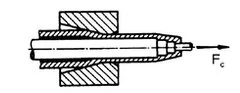
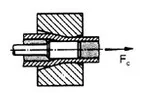
Schemat procesu przeciwbieżnego wyciskania prętów przedstawiono na rysunku oznaczonym literą
A. D.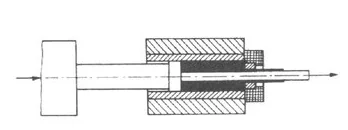
B. A.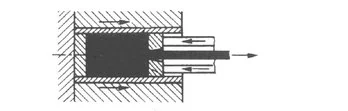
C. C.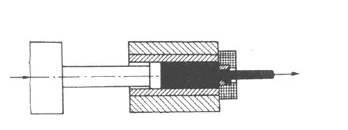
D. B.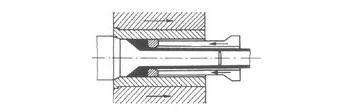
Schemat oznaczony literą A jest prawidłowy, ponieważ ilustruje proces przeciwbieżnego wyciskania prętów, który jest kluczową metodą w obróbce metali. W tej metodzie materiał jest przepychany przez matrycę w kierunku przeciwnym do ruchu tłoka, co zapewnia lepsze właściwości mechaniczne gotowego produktu, takie jak zwiększona wytrzymałość i jednorodność struktury. Przeciwbieżne wyciskanie jest często stosowane w produkcji prętów, rur czy profili, gdzie szczególnie istotne jest zachowanie wysokich parametrów wytrzymałościowych. Dzięki tej technice można uzyskać komponenty o złożonych kształtach, które są stosowane w branży motoryzacyjnej, lotniczej czy budowlanej. Warto zaznaczyć, że zgodnie z normami branżowymi, takie procesy powinny być prowadzone z zachowaniem szczególnej staranności w zakresie parametrów technologicznych, co wpływa na jakość i efektywność produkcji.