Pytanie 1
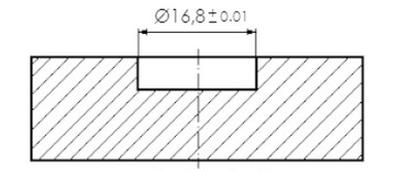
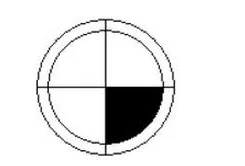
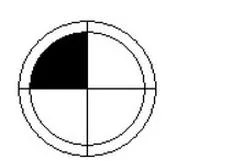
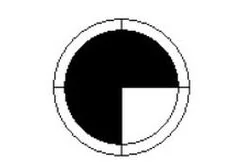
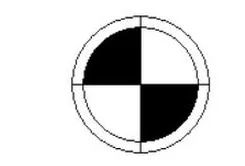
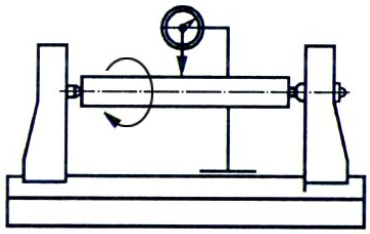
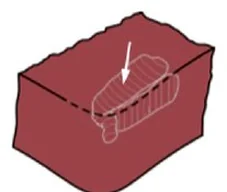
Na schemacie przedstawiono szlifowanie

A. otworów (zwykłe).
B. bezkłowe wałków.
C. otworów planetarne.
D. kłowe wałków.
Wybór innych odpowiedzi wskazuje na pewne nieporozumienia dotyczące procesów szlifowania. Otwory zwykłe i wałki bezkłowe oraz kłowe odnoszą się do zupełnie innych technik obróbczych, które nie wykorzystują charakterystycznego ruchu planetarnego. Szlifowanie otworów zwykłych polega na standardowej obróbce, gdzie narzędzie jedynie obraca się wokół osi otworu, nie oferując dodatkowej precyzji, jaką daje ruch planetarny. Otwory kłowe to z kolei przypadek, w którym narzędzie skrawające pracuje w sposób, który nie przyczynia się do uzyskania wymaganej gładkości i wymiarów. W kontekście wałków bezkłowych, proces ten nie jest stosowany do szlifowania otworów, lecz dotyczy obróbki powierzchni zewnętrznych. Typowe błędy myślowe, prowadzące do tych wyborów, często wynikają z mylenia terminologii oraz braku zrozumienia zastosowania ruchów w obrabiarkach. Niezrozumienie różnicy między szlifowaniem otworów planetarnych a innymi metodami obróbczy może prowadzić do poważnych błędów w projektach inżynieryjnych, co w konsekwencji wpływa na jakość produktów oraz ich funkcjonalność. Dlatego tak ważne jest, aby mieć solidne podstawy w teorii obróbki skrawaniem i znać różnorodność stosowanych technik.