Pytanie 1
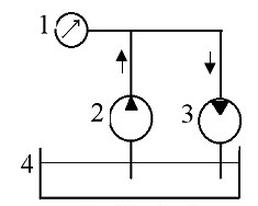
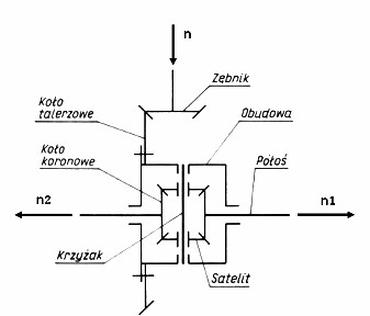
Przedstawiony schemat przekładni mechanicznej, umożliwjającej jednoczesny obrót półosi z różnymi prędkościami n1 i n2, to mechanizm
A. różnicowy.
B. maltański.
C. zapadkowy.
D. obrotowy.
Odpowiedź 'różnicowy' to strzał w dziesiątkę! Schemat, który widzisz, pokazuje dokładnie, jak działa mechanizm różnicowy. To mega ważny element w układach napędowych, bo dzięki niemu możemy różnicować prędkości obrotowe kół, co ma kluczowe znaczenie, zwłaszcza kiedy jedziemy w zakręty. Jak pojazd skręca, to zewnętrzne koło musi pokonać dłuższy dystans niż to wewnętrzne, więc potrzebna jest różnica w ich prędkości obrotowej. A ten mechanizm składa się z takich części jak koło talerzowe, koło koronowe, krzyżak i satelity, które razem pozwalają na płynne rozdzielenie momentu obrotowego. To wszystko sprawia, że mamy lepszą kontrolę nad pojazdem i większą stabilność podczas jazdy. Mechanizmy różnicowe są standardem w nowoczesnych autach osobowych i terenówkach, co tylko pokazuje, jak bardzo są ważne w motoryzacji. Taką różnorodność zastosowań można też znaleźć w rowerach czy w różnych maszynach przemysłowych, co pokazuje, jak wszechstronne są te rozwiązania w inżynierii.