Pytanie 1
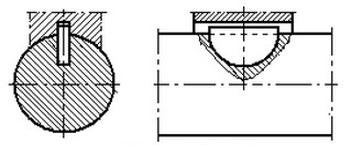
Przedstawiony na rysunku przyrząd stosuje się w celu

A. określania skoku gwintów rurowych.
B. pomiaru promieni łuków zewnętrznych.
C. sprawdzania dokładności mikrometrów.
D. pomiaru szczelin i przerw między elementami.
Przyrząd zaprezentowany na zdjęciu to zestaw szczelinomierzy, który jest kluczowym narzędziem w precyzyjnych pomiarach inżynieryjnych i mechanicznych. Jego głównym celem jest pomiar szczelin oraz przerw między różnymi elementami, co jest niezwykle istotne w wielu zastosowaniach, takich jak montaż maszyn, kontrola jakości oraz inżynieria mechaniczna. Szczelinomierze składają się z płaskich, cienkich listew o zróżnicowanej grubości, co pozwala na precyzyjne dopasowanie do mierzonych przestrzeni. Umożliwia to nie tylko pomiar, ale także ocenę stanu technicznego złożonych konstrukcji, co jest zgodne z najlepszymi praktykami branżowymi. Wiele standardów przemysłowych, takich jak ISO, nakłada wymagania dotyczące precyzji pomiarów, a stosowanie szczelinomierzy stanowi istotny krok w zapewnieniu tych norm. Dzięki nim można wykrywać niepożądane luzowania, które mogą wpływać na działanie maszyn, co podkreśla ich praktyczną użyteczność w codziennej pracy inżyniera.