Pytanie 1
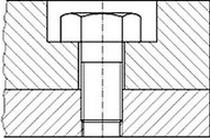
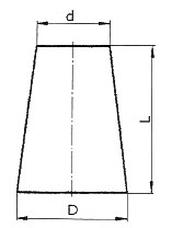
Ile wynosi zbieżność stożka przedstawionego na rysunku, jeżeli D=50 mm, d=30 mm, L=200 mm?
A. 1:10
B. 1:30
C. 1:50
D. 1:20
Wybór innej odpowiedzi na to pytanie może wynikać z niepełnego zrozumienia definicji i obliczeń dotyczących zbieżności stożka. Zbieżność to stosunek różnicy średnic podstaw do długości stożka. W przypadku błędnych odpowiedzi, takich jak 1:30, 1:20 czy 1:50, można zauważyć, że opierają się one na niewłaściwych obliczeniach różnicy średnic lub długości. Na przykład, odpowiedź 1:30 mogłaby sugerować, że różnica średnic wynosi 15 mm, co jest błędem, ponieważ prawidłowa różnica to 20 mm. Błędy te mogą wynikać z pomylenia wartości, co jest częstym problemem przy obliczeniach. Niekiedy pomijane są także jednostki miary, co prowadzi do nieporozumień. Dodatkowo, wybrane odpowiedzi mogą również sugerować błędne podejście do interpretacji wymagań projektowych. Kluczowe jest zrozumienie, że zbieżność ma bezpośredni wpływ na jakość i bezpieczeństwo konstrukcji, a stosowanie niepoprawnych wartości może prowadzić do nieefektywnych rozwiązań inżynieryjnych. W praktyce, zbieżność stożków stosuje się w różnych dziedzinach, takich jak hydraulika czy budownictwo, gdzie precyzyjne parametry są niezbędne do zapewnienia trwałości i efektywności systemów.