Pytanie 1
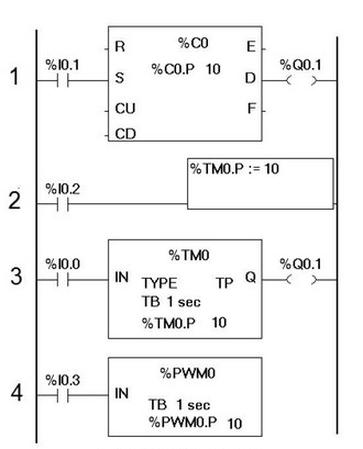
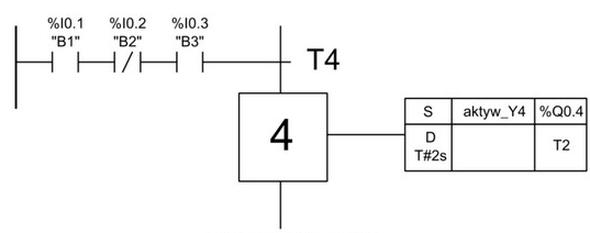
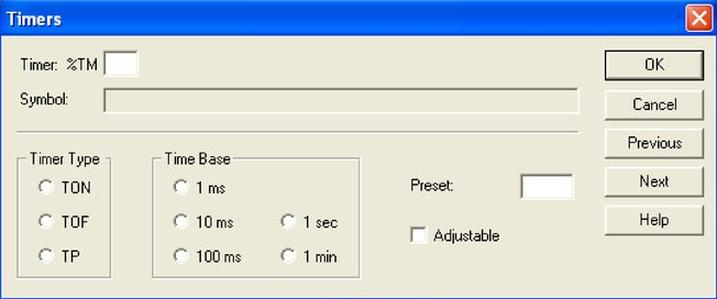
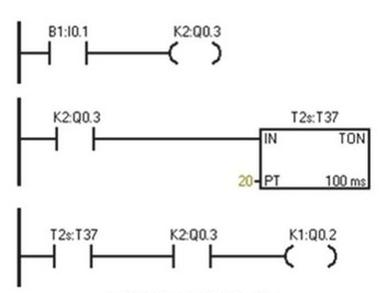
Zgodnie z programem przedstawionym na rysunku wyjście %Q0.0 przyjmie stan 1
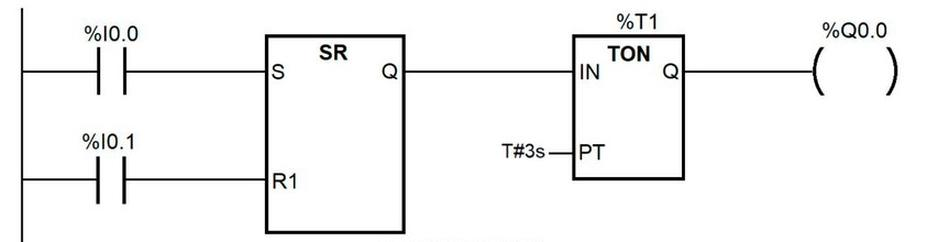
A. przez 3 s od chwilowego naciśnięcia %I0.0, jeżeli %I0.1=1
B. przez 3 s od chwilowego naciśnięcia %I0.0, jeżeli %I0.1=0
C. po 3 s od chwilowego naciśnięcia %I0.1, jeżeli %I0.0=0
D. po 3 s od chwilowego naciśnięcia %I0.0, jeżeli %I0.1=0
Wybrana odpowiedź jest prawidłowa, ponieważ na podstawie schematu, wyjście %Q0.0 zostanie aktywowane po upływie 3 sekund od chwilowego naciśnięcia %I0.0, pod warunkiem, że %I0.1 pozostaje w stanie 0. W systemach automatyki, takie mechanizmy są powszechnie używane do wprowadzania opóźnień czasowych, co umożliwia kontrolowanie działających procesów w odpowiednich interwałach czasowych. Zastosowanie cewki TON (czasowej) w tym przypadku pokazuje, jak ważne jest zarządzanie czasem w systemach sterowania. Dzięki cewkom czasowym, operatorzy mogą precyzyjnie ustawiać czasy reakcji na zdarzenia, co jest niezwykle istotne w aplikacjach wymagających synchronizacji ruchu lub procesów. Przykładem praktycznym może być automatyzacja linii produkcyjnych, w której czasowe opóźnienia są niezbędne do zapewnienia prawidłowego działania maszyn, minimalizując ryzyko kolizji czy uszkodzeń. Zgodność z najlepszymi praktykami w zakresie programowania sterowników PLC wskazuje na konieczność stosowania odpowiednich bloków funkcyjnych, co przekłada się na poprawność i niezawodność realizowanych aplikacji. Warto także pamiętać, iż każdy proces musi być dokładnie testowany, aby upewnić się, że warunki aktywacji są spełnione i nie prowadzą do nieprzewidzianych sytuacji.