Pytanie 1
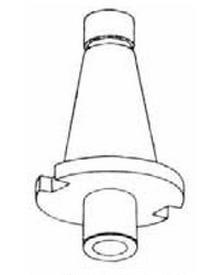
Przedstawioną na rysunku oprawkę mocuje się na

A. tokarce konwencjonalnej w pinoli konika.
B. wiertarce kadłubowej konwencjonalnej.
C. frezarce CNC z automatyczną wymianą narzędzia.
D. tokarce CNC w głowicy narzędziowej.
Poprawna odpowiedź dotyczy frezarki CNC z automatyczną wymianą narzędzia, co jest ściśle związane z charakterystyką przedstawionej oprawki. Oprawki mocujące w obrabiarkach CNC, zwłaszcza te z systemem mocowania HSK, są projektowane z myślą o efektywności i precyzji operacyjnej. Frezarki CNC są w stanie szybko i automatycznie zmieniać narzędzia, co znacznie zwiększa wydajność produkcji. W zastosowaniach przemysłowych, takich jak obróbka metali, oprawki te są wykorzystywane do mocowania narzędzi skrawających, co pozwala na precyzyjne i powtarzalne wykonanie detali. Standardy ISO dotyczące narzędzi skrawających oraz techniki mocowania wskazują na konieczność stosowania odpowiednich rozwiązań, aby zapewnić wysoką jakość obróbką. Przykładowo, w przemyśle lotniczym i motoryzacyjnym, gdzie wymagana jest wysoka dokładność, stosowanie frezarek CNC z automatyczną wymianą narzędzi jest praktyką standardową. Takie maszyny pozwalają na realizację skomplikowanych operacji w krótkim czasie, co jest nieocenione w nowoczesnej produkcji.