Pytanie 1
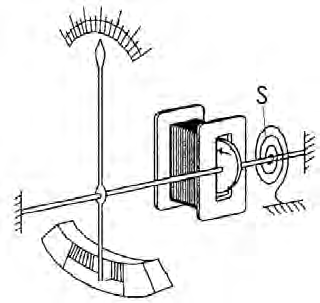
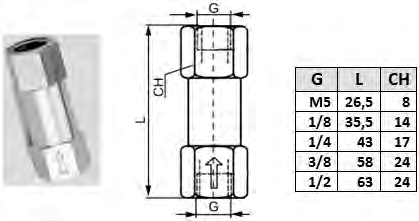
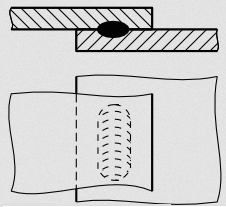
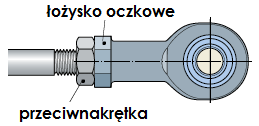
Których kluczy należy użyć do dokręcenia przeciwnakrętki zabezpieczającej przed samocynnym odkręceniem łożyska oczkowego przedstawionego na rysunku?
A. Płaskich.
B. Oczkowych.
C. Udarowych.
D. Nasadowych.
W przypadku dokręcania przeciwnakrętki zabezpieczającej przed samoczynnym odkręceniem łożyska oczkowego, klucz płaski jest zdecydowanie najlepszym wyborem. Moim zdaniem, to takie trochę podstawy mechaniki, ale często się o tym zapomina. Klucze płaskie mają tę przewagę, że ich szczęki idealnie przylegają do płaskich powierzchni nakrętek oraz przeciwnakrętek, co umożliwia pewny chwyt oraz precyzyjne dokręcenie bez ryzyka uszkodzenia krawędzi. W praktyce warsztatowej, kiedy pracuje się przy maszynach czy konstrukcjach rurowych, dostęp do przeciwnakrętki bywa ograniczony, a klucz płaski pozwala na szybkie ustawienie narzędzia nawet w ciasnych miejscach. Z doświadczenia wiem, że stosowanie kluczy udarowych czy nasadowych w takich sytuacjach to prosta droga do naruszenia gwintu lub nawet zdarcia profilu nakrętki. Branżowe normy (np. ISO 6788 czy PN-ISO 691) wskazują właśnie klucze płaskie jako podstawowe narzędzie do takich zadań. Warto też wiedzieć, że sam proces zabezpieczania łożyska przeciwnakrętką wymaga wyczucia momentu dokręcenia – klucz płaski daje tu najwięcej kontroli. Często stosuje się zasadę „dokręć, ale nie na siłę”, by nie uszkodzić gwintu. To takie codzienne triki, które przydają się na hali. Ogólnie, trzymając się tej metody, można uniknąć wielu awarii i niepotrzebnych przestojów.